
西门子阜新授权代理商
特殊存储器是S7-200PLC为CPU和用户程序之间传递信息的媒介。它们可以反映CPU在运行中的各种状态信息,用户可以根据这些信息来判断机器工作状态,从而确定用户程序该做什么,不该做什么。这些特殊信息也需要用存储器来寄存。特殊存储器就是根据这个要求设计的。
1.通过对话框
使用菜单命令视图 > 显示 > 符号表达式在打开块的块窗口中激活符号显示。菜单命令前将出现一个复选标记,表示符号表达式已激活。
确保块窗口中的符号表达式已打开(菜单命令视图 > 显示 > 符号表达式。)
在想要为其分配符号的程序代码段中,选择地址。
选择菜单命令编辑 > 符号。
填写对开框将其关闭,单过"确定"确认您的输入并确保输入了一个符号。
所定义的符号将输入到符号表中。如果所作的输入会导致出现非 性符号,则会出现出错消息并将其拒绝。
2.通过符号表
1) 可使用多种方法打开符号表:
双击项目窗口中的符号表
选择项目窗口中的符号表,并选择菜单命令编辑 > 打开对象。
2) 要为符号表输入新的符号,可将光标放置在表中的 个空白行,并对单元进行填充。可使用菜单命令插入 > 符号,将新的空白行插入到符号表当前行的前面。使用编辑菜单中的命令可复制和修改现有的条目。进行保存,关闭符号表。也可保存尚未*定义的符号。
西门子6ES7954-8LP03-0AA0
发生内部错误。
(<TO>.ErrorWord.X0 (SystemFault))
组态 组态错误
一个或多个组态参数不*或无效。
工艺对象组态错误,或在用户程序运行期间错误地修改了可编辑的组态数据。
(<TO>.ErrorWord.X1 (ConfigurationFault))
用户程序 用户程序的运动控制指令中存在错误,或在该指令的执行中发生错误。
(<TO>.ErrorWord.X2 UserFault))
编码器 编码器中发生错误。
(<TO>.ErrorWord.X5 (SensorFault))
数据交换 通信缺失或通信故障。
(<TO>.ErrorWord.X7 (CommunicationFault))
更多信息
有关各个状态位的评估选项,请参见“StatusWord、ErrorWord 和 WarningWord 的评估
(页 194)”部分。
诊断
10.7 外部编码器工艺对象
S7-1500 Motion Control V13 Update 3
功能手册, 07/2014, A5E03879260-AC 257
10.7.2 运动状态
说明
在 TIA Portal 中,可通过“工艺对象 > 诊断 > 运动状态”(Technology object >
Diagnostics > Motion status) 诊断功能编码器值。 在线操作中具有诊断功能。
“当前值”(Current values) 区域
下表列出了状态数据的含义:
状态 说明
实际位置 轴的实际位置
如果工艺对象未回原点,则该值将显示为启用工艺对象时所在的位置。
(<TO>.ActualPosition)
实际速度 轴的实际速度
(<TO>.ActualVelocity)
10.7.3 PROFIdrive 报文
说明
可使用 TIA Portal 中的“工艺对象 > 诊断 > PROFIdrive 接口”(Technology object >
Diagnostics > PROFIdrive interface) 诊断功能来编码器的 PROFIdrive 帧。
在线的工艺对象中将显示该诊断功能。
“编码器”(Encoder) 区域
在此区域中,将显示编码器返回给控制器的 PROFIdrive 帧中所包含的以下参数:
● 状态字“G1_ZSW”
● 实际位置值“G1_XIST1”(周期性实际编码器值)
● 实际位置值“G1_XIST2”(编码器的值)
S7-1500 Motion Control V13 Update 3
258 功能手册, 07/2014, A5E03879260-AC
引言 11
11.1 S7-1500 运动控制 V2
11.1.1 MC_Power
11.1.1.1 MC_Power: 启用/禁用工艺对象 V2
说明
运动控制指令“MC_Power”用来启用和禁用工艺对象。
适用于
● 同步轴
● 定位轴
● 速度轴
● 外部编码器
要求
● 已正确组态工艺对象。
超驰响应
● MC_Power 作业不会被任何其它运动控制作业中止。
● 基于参数 Enable = TRUE 的 MC_Power
作业可以启用一个工艺对象,但不会中止任何其它运动控制指令。
● 禁用工艺对象(参数“Enable”=
FALSE)会根据所选“StopMode”,中止相关工艺对象的所有运动控制作业。
但用户无法中止该。
引言
11.1 S7-1500 运动控制 V2
S7-1500 Motion Control V13 Update 3
功能手册, 07/2014, A5E03879260-AC 259
参数
下表列出了“MC_POWER”运动控制指令的参数:
参数 声明 数据类型 默认值 说明
Axis InOut TO_Axis - 工艺对象
Enable INPUT BOOL FALSE TRUE 工艺对象已启用。
FALSE 已禁用工艺对象。
工艺对象的全部当前作业都根据已设定的“
StopMode”中止。
StopMode INPUT INT 0 不适用于外部编码器工艺对象。
如果在 Enable
参数的下降沿禁用了某个工艺对象,则轴将根据选定的“
StopMode”减速。
0 急停
如果禁用该工艺对象,则轴将以“工艺对象 > 组态
> 扩展参数 > 急停减速”(Technology object >
Configuration > Extended parameters >
Emergency stop ramp)
中设定的急停减速度进行制动,并停止,且无任何
加加速度。 随后取消启用。
(<TO>.DynamicDefaults.
EmergencyDeceleration)
1 立即停止
如果禁用了某个工艺对象,则将输出设定值
0,并取消启用。轴将根据驱动装置中的组态进行
制动,并转入停止状态。
2 通过动态值进行停止
如果禁用了工艺对象,则轴将使用“工艺对象 >
组态 > 扩展参数 > 动态值”
(Technology object > Configuration > Extended
parameters > Dynamic limits)
中设定的减速度进行制动,并停止。
还需考虑所组态的加加速度。
随后取消启用。
(<TO>.DynamicLimits.MaxDeceleration;
<TO>.DynamicLimits.MaxJerk)
引言
11.1 S7-1500 运动控制 V2
S7-1500 Motion Control V13 Update 3
260 功能手册, 07/2014, A5E03879260-AC
参数 声明 数据类型 默认值 说明
Status OUTPUT BOOL FALSE 工艺对象启用状态
FALSE 禁用
- 定位轴或速度轴不执行任何运动控制作业。
- 速度控制和定位控制不处于状态。
- 工艺对象的实际值未进行有效性检查。
TRUE 已启用
F670 K26(K103) 复位指令 |
 |
F670 K101 部分输入刷新功能指令 |
 |
F670 K100 (K00) 全部输入点刷新功能指令 |
 |
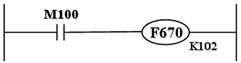
F670 K102 (K02) 全部输出点刷新功能指令 |
 |
举例: |
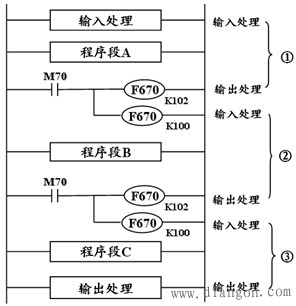 |
分析: |