
西门子海南授权代理商
在制造企业的认识里 工业4.0就是PLC?
说到智能制造,我们的专家学者可以用PPT说出一大堆的概念和道理出来,什么工业4.0应该是什么样的,什么中国制造2025是什么样的,什么工业互联网是什么样的,后说,智能制造是综合三个主流的工业生产模式,以物联网为神经网络系统,以生产设备为运动执行系统,以人工智能软件为计划决策系统,进而实现的一种高度智能自动化的生产制造方式。而当前的主要的着力点,无非就是打造连接软件与硬件的MES系统。
现实的情况是,几乎所有的专家学者都喜欢说制造企业对于工业4.0存在认识误区,一会儿说工业4.0不可能一蹴而就,一会说某种生产模式还不是工业4.0。有许多专家更是嘲讽说,太多的制造企业对于工业自动化的认识还停留在PLC。
于是,我们看到了专家的误区。其实在这个现象里,制造企业不存在认识误区,存在认识误区的是专家,他们太注重于所谓的概念,弄了一大堆所谓的智能制造生产线,而忘了工业4.0的出发点和落脚点都是帮助制造企业实现更高层次的生产自动化。在制造企业的眼里,工业4.0是一个过程,而不是一个结果,无非就是不断地通过自动化改造,通过生产线解决方案集成,通过自动化产品应用,终实现自动化生产而已,而首当其冲的自动化产品就是PLC。不客气地讲,在制造企业的认识里,工业4.0就是PLC。
如前所述,当前的智能制造技术改造的现实课题是打造MES系统,PLC就是其中核心的部件之一。一款新时代的PLC将成为制造企业技术改造方案能否落地的重要考量因素。
我们还要重点考虑,对于制造企业来说,技术改造的出发点是什么?
当然是降本增效,用个术语,叫投资回报率。无利不行,有利早起,能带来切实的投资回报,才是制造企业技术改造的根本原因。我们不管生产技术更新,也不管人口红利这些难以控制的成本,我们回到企业自身,从简单的可见的领域入手。有分析指出,当前,停机代价日益高昂,工业企业需要通过高可用性解决方案,大程度来减少停机成本。自2014年以来,停机的平均成本增加了60%,达到260000美元。这是推动企业自动化改造的三大动力之一,也是制造企业技术改造的一个现实的应用场景。
如何解决这个问题?
立足智能制造来看,无非就是生产设备的监控与维护,通过实时的监控发现系统故障,从而尽快维护解决。其中需要使用的核心产品就是PLC,需要实现的目标是生产设备的全生命周期管理。到这里,我们可以引出一款PLC产品,来自爱德克IDEC的FC6型PLC。
基本的解决方式,可以采用需求对应技术:
生产设备的监控方式有两种,一种是现场,一种是远程。在智能制造情境下是远程监控,因为现场监控人员配比基本固定。
要实现远程监控,基本的就是物联网IoT技术,网络模块成为PLC标配。IDEC的这款FC6型PLC,集成 HMI模块,基于内置的Web服务器,FC6 PLC可轻松的建立内嵌于PLC的Web页面,还是可组态的奥。
从监控上升到全生命周期管理,中间会夹一个报警系统。IDEC的这款PLC同样具有这项功能,除了定时上传生产日志外,在系统存在异常时,邮件服务器可以及时发送报警邮件提醒相关人员。
借助于IDEC新推出的IoT模块,FC6系列PLC可轻松支持远程系统诊断,实现广域网的数据接入,技术工程师可以在接到报警时,时候前往解决,甚至基于这些监控数据,分析出设备可能出现故障的时间节点,从而事先维护设备,保障生产的连续性。
到这里,一款新时代的PLC就非常简单地切入到了工厂自动化改造中。通过如此简单的设备监控系统建设,制造企业就可以实实在在的节省停机成本。看到如此实在的效果
一文看懂PLC的发展历史
可编程逻辑控制器(PLC)次亮相在二十世纪六十年代后期。设计这样一个装置的主要原因是美国主要的汽车制造商,想用一种数字装置取代汽车生产流水线的继电器控制系统的繁复的接线,以消除巨大的生产成本。
有些公司提出的方案是基于DEC公司(数字设备公司)的PDP-8,当时广泛使用的一种小型计算机。马萨诸塞州迪克.莫利的贝德福德联合公司提出一种称为模块化的数字控制器(后来因为这个装置,他创立了莫迪康公司)。莫迪康 084,一台投入商业生产的PLC。
莫迪康 084
DEC公司制造的小型计算机 PDP-8
此后,生产和过程控制行业利用PLC面向应用的软件,使PLC得到缓慢稳步地增长,可编程语言看起来像任何维修技术员使用继电器梯形逻辑一样方便。
人们普遍认为莫利”发明”了PLC。可是,还有许多其他人在这一里程碑产品的诞生中做出了贡献,包括已经去世的Odo Struger(过去的AB公司,现在的罗克韦尔自动化公司)。
Allen-Bradley公司技术副主任 Odo Struger
莫利说PLC出现具体日期是1968年1月1日。35年后,它成为工业自动化领域为广泛使用的产品,每年数以亿计的全世界的市场。PLC产品应用广泛,结构形式多样(包括嵌入式控制器),价格从不到100美元到1万多美元。
看一下迪克.莫利写的“History of the PLC, as told to Howard Hendricks”一文,莫利称PLC的诞生是个“寓言”,即有可能或没有可能成为事实。他强调,这是他记忆中今生今世做的好的一件事
一、减少输入点数的方法
1 . 分时分组输入
自动程序和手动程序不会执行,自动和手动这两种工作方式分别使用的输入量可以分成两组输入,共用同一个端子,如下图 所示 。

图 分时分组输入
2. 输入触点的合并
如果某些外部 输入信号总是以某种“与或非”组合的整体形式出现在梯形图中,可以将它们对应的触点在 plc 外部串、并联后作为一个整体接到 PLC 的输入端子上,只占 PLC 的一个输入点。
例如某负载可以在 3 处起动 / 停止,可以将 3 个起动信号并联,将 3 个停止信号串联,分别送给 PLC 的两个输入点,如下图所示。

图 输入触点的合并
3. 将信号设置在PLC之外
系统的某些输入信号,例如手动操作按钮、保护动作后要手动复位的电动机热继电器 FR 的常闭触点提供的信号,可以设置 在 PLC 外部的硬件电路中,如下图所示。

图 将信号设在PLC之外
二、减少输出点数的方法
1. 减少所需数字量输出点数的方法
在 PLC 的输出功率允许下,通 / 断状态完全相同的多个负载并联后,可以共用一个输出点,通过外部的或 PLC 控制的转换开关的切换,一个输出点可以控制两个或多个不工作的负载。
在需要用指示灯显示 PLC 驱动的负载的状态时,可以将指示灯与负载并联,并联时指示灯与负载的额定电压相同,总电流不应超过允许的值。
可以用接触器的辅助触点来实现 PLC 外部的硬件联锁。
系统中某些相对独立或比较简单的部分,可以不进 PLC ,用继电器电路来控制,这样可以减少所需的 PLC 的输入、输出点数。
2. 减少数字显示所需输出点数的方法
如果用数字量输出点来控 制多位 LED 七段显示器,所需的输出点是很多的。
在下图所示电路中,用具有锁存译码驱动功能的芯片 CD4513 驱动共阴极 LED 七段显示器。
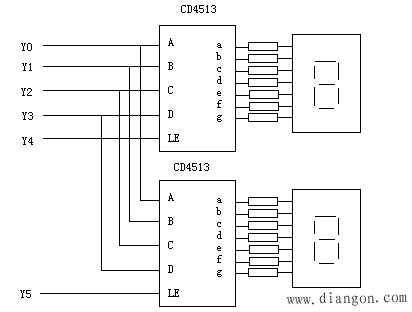
图 PLC 的数字显示电路