

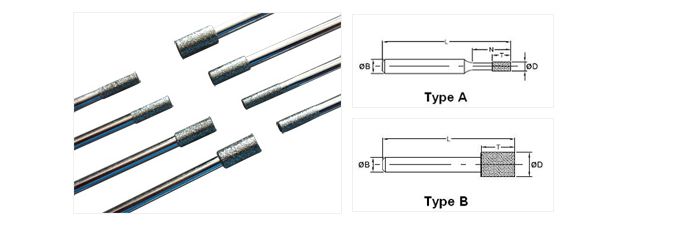
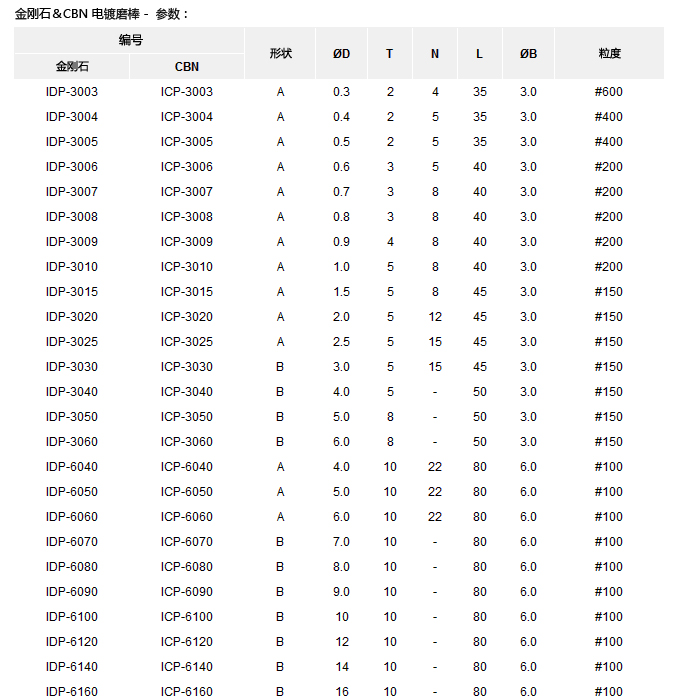
东巨订做高精度金刚石坐标磨棒 SDC圆柱直径15毫米 柄经10毫米 JG磨床立式研磨专用





圆柱 -15D*10T*80L*10B SDC100P (10支起订 7天交货) 需要其他尺寸可联系客服

JG磨头在内孔加工中的运用
坐标磨床具有精密坐标定位装置,用于磨削孔距精度要求很高的精密孔和成形表面的磨床。坐标磨床与坐标镗床有相同的结构布局,不同的是镗刀主轴换成了高速JG磨头。磨削时,工件固定在能按坐标定位移动的工作台上,带柄砂轮除高速自转外还通过行星传动机构作慢速的公转,并能作垂直进给运动。改变磨头行星运动的半径,可实现径向进给。JG磨头通常采用高频电动磨头或空气透平磨头。坐标磨床除能磨削圆柱孔外,还可磨削圆弧内外表面和圆锥孔等,主要用于加工淬硬工件、冲模和压模等。在磨头上安装插磨附件,使砂轮轴线处于水平位置,JG磨头不作行星运动而只作上下往复运动,可进行类似于插削形式的磨削,以加工内齿圈、分度板和凸轮等。随着数字控制技术的应用,坐标磨床已能磨削各种成形表面。
JG坐标磨床工作原理
坐标磨床的磨削加工不同于其他磨床。现对JG坐标磨床磨削加工工作原理如下:
1、磨削一个孔时,磨棒的工作边将偏离行星主轴轴心线一个工件半径值,在磨削过程中JG磨头除了本身的转动外,还必须绕行主轴进行公转。还要在龙门磨磨削过程中扩大偏心量,进行微量进给,用这种方式来得到孔的精细控制。
2、平面磨削时,行星主轴一般是不转的,而工作台沿着X向或Y向移动来实现。而磨头的进给仍用扩大偏心半径,进行微量进给。
3、在轮廓磨削中,CNC坐标磨床是采用点位控制式(也称定点磨削),即利用X、Y坐标的移动使行星主轴中心与工件上圆弧半径的圆心重合,并用行星主轴下端的偏心滑板来微量进给控制半径尺寸。连续轨迹数控坐标磨上,则用范成法进行磨削。
4、在锥孔磨削中,采用组合式径向进给与垂直走刀搭配加工。
坐标磨床JG磨棒的加工优势
1、磨削工具是由无数细小、坚硬、锋利的金刚石磨粒粘结而成的多刃工具,并且做高速旋转的主运动。
2、功能性强,适应性更广,它能加工其他机床不能加工的材料和零件。
3、磨床种类多,范围广,能适应磨削各种加工表面、工件形状及生产批量的要求。
4、磨削加工余量小,生产效率高,容易实现自动化和半自动化,可广泛用于流水线和自动线中。
5、磨削精度高,表面质量高,可进行一般普通精度磨削,也可以进行精密磨削和高精度级磨削加工,同心度可达3u以内。
东巨磨具店
东巨超硬磨具店是国内颇具实力的精密JG坐标磨棒产品供应商,主要产品有金刚石坐标磨棒、CBN坐标磨棒、陶瓷坐标磨头、电镀JG磨头。选用优质的超硬原材料,通过除油一水洗一敏化一水洗一活化一水洗一还原一化学镀Ni一水洗一烘干等工艺,遵循严格的检验标准,确保每一支坐标磨棒具备高同心度,有效消除内应力,耐磨损,高转速冲击韧性和高疲劳强度等优点,产品质量完全达到台湾或日本先进水平。












