 每天开机后操作员必须检查电主轴的冷却水流地工作状态,要检查水泵是否正常工作,要检查冷却水是否被水垢、微生物污染,要检查管路状态是否正常,必须要保证冷却水正常循环。
每天开机后操作员必须检查电主轴的冷却水流地工作状态,要检查水泵是否正常工作,要检查冷却水是否被水垢、微生物污染,要检查管路状态是否正常,必须要保证冷却水正常循环。电主轴温度检测,在电主轴运转时,安装轴承的部位会有一定的温升,比室温高2℃为正常,电主轴温度过高原因有:①润滑油质量不符合要求或变质,润滑油粘度过高;②机构装配过紧(间隙不足);③轴承装配过紧;④轴承座圈在轴上或壳内转动;⑤负荷过大;⑥轴承保持架或滚动体碎裂等。

在选择电主轴时刀具的接口一定要明确,这也是有原则的,一般情况下BT50的接口转速只能在8000RPM一下的电主轴中使用,BT40的接口可以在18000RPM下的电主轴中使用,如果要更高的转速,刀具接口需要选择相应的高速刀具接口,数控铣削电主轴上配用的ER弹簧夹头或者SD弹簧夹头也是有一定的许用高转速的。

电主轴的技术指标和参数很多,终端用户要对电主轴进行检测及预防性维修,需要确定适合的参数和指标,才能进行预防性维修和检测。
以下对几个影响主轴正常使用的关键参数进行解读。

电主轴E M值
EM值直接影响主轴的拉力值、松刀时顶刀量等 以HSK A63为例,松刀时主轴拉刀机构拉杆伸出:拉爪端面距离主轴旋转端面距离为10.5mm;主轴拉刀机构拉杆缩回:拉爪端面距离主轴旋转端面距离为0.5mm)。

电主轴具备高精度、高性能且坚固可靠,适合磨削、铣削、钻孔等应用,适用于需要性能、扭矩和速度的加工任务。

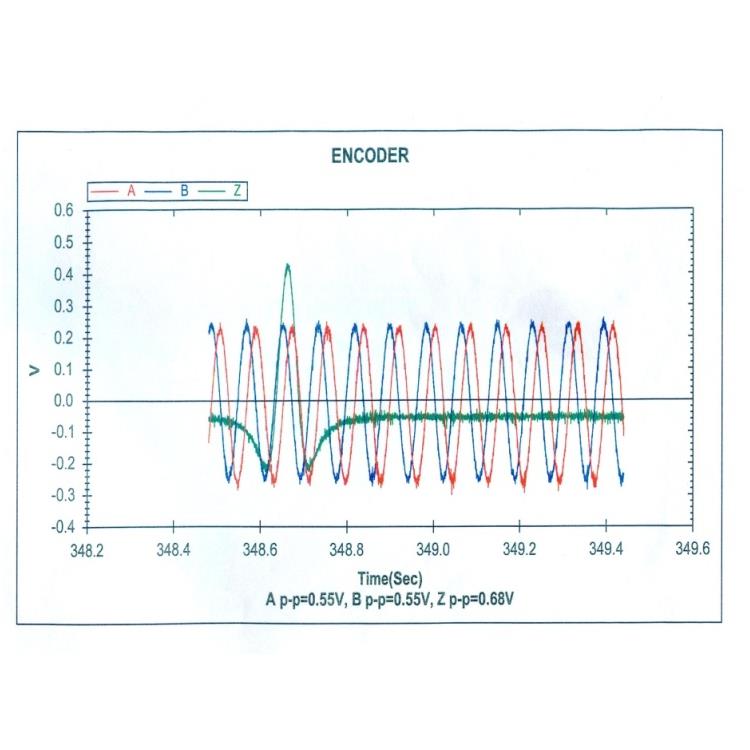
电主轴是一套组件,它包括电主轴本身及其附件:电主轴、高频变频装置、油雾润滑器、冷却装置、内置编码器、换刀装置等。
电主轴的机械振动状态
电主轴的机械振动状态是对电主轴的整体机械振动状态进行评估,包括径向和轴向振动。
如果电主轴的整体机械振动状态不好,会加剧轴承磨损和主轴发热,加工精度和表面加工质量下降。

电主轴的润滑一般采用定时定量油气润滑;也可以采用脂润滑,但相应的速度要打折扣。
所谓定时,就是每隔一定的时间间隔注一次油。
所谓定量,就是通过一个叫定量阀的器件,控制每次润滑油的油量。

检查电主轴几何精度 。
如果几何精度不好,会造成加工震刀、产品加工尺寸超出公差范围、刀具损耗严重等情况。
根据情况不同,可以采取锥孔电镀研磨甚至更换主轴轴承等措施,对主轴进行修复。

长期使用劣质冷却液且未保养更换造成冷却循环通道生锈堵死,主轴温度过高轴承等零件损坏。
我们公司遵循 “以客户需求为导向,实现与客户双赢”的经营原则,秉承“诚为先、信为本”的服务理念,为广大客户提供了强大的技术支持和优良的产品,以及完善的服务。