 每天开机后操作员必须检查电主轴的冷却水流地工作状态,要检查水泵是否正常工作,要检查冷却水是否被水垢、微生物污染,要检查管路状态是否正常,必须要保证冷却水正常循环。
每天开机后操作员必须检查电主轴的冷却水流地工作状态,要检查水泵是否正常工作,要检查冷却水是否被水垢、微生物污染,要检查管路状态是否正常,必须要保证冷却水正常循环。定期(半年)清洁主轴油气润滑系统,清洁油气润滑泵及润滑油管,清洗过滤网;检查气源,每周或定期释放空压机干燥机中的冷凝水,保证气源干燥;添加机床厂家规定使用的润滑油。

电主轴是高速加工机床的关键重要部件,在模具制造、汽车零配件、航空航天、医疗器械等众多领域广泛应用。
电主轴寿命一般在10 000h左右,主轴检测、保养及预防性维修对于保证其正常运转、减少停机时间,延长使用寿命有重要意义。
严禁在电主轴内无冷却水通过的情况下开启电主轴,只有在正常冷却的前提下电主轴才能处于良好的工作状态。
如果水管有死弯造成水流不畅或有污垢堵塞管道,就会造成电主轴无常工作,并会影响加工效果。

电主轴的润滑一般采用定时定量油气润滑;也可以采用脂润滑,但相应的速度要打折扣。
所谓定时,就是每隔一定的时间间隔注一次油。
所谓定量,就是通过一个叫定量阀的器件,控制每次润滑油的油量。

机床主轴由内装式电动机直接驱动,从而把机床主传动链的长度缩短为零,实现了机床的“零传动”。
这种主轴电动机与机床主轴“合二为一”的传动结构形式,使主轴部件从机床的传动系统和整体结构中相对立出来,可做成“主轴单元”,俗称“电主轴”(ElectricSpindle,MotorSpindle)。

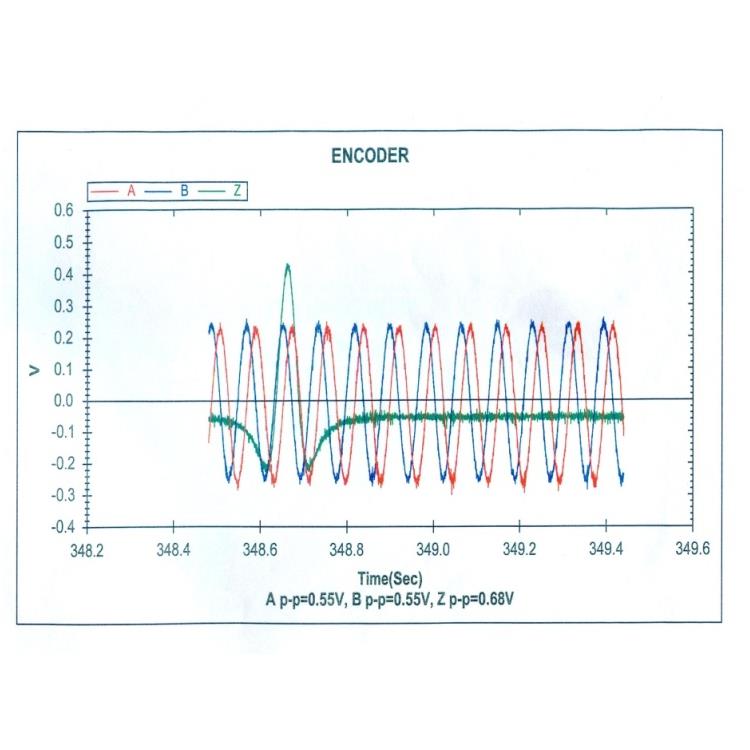
电主轴是一套组件,它包括电主轴本身及其附件:电主轴、高频变频装置、油雾润滑器、冷却装置、内置编码器、换刀装置等。

电主轴的动平衡是指电主轴在高速旋转时的动平衡情况,如果电主轴的动平衡情况不好,会造成电主轴的机械振动加剧,进而造成轴承损坏、主轴发热、加工精度和表面加工质量下降等后果。
电主轴E M值
EM值直接影响主轴的拉力值、松刀时顶刀量等 以HSK A63为例,松刀时主轴拉刀机构拉杆伸出:拉爪端面距离主轴旋转端面距离为10.5mm;主轴拉刀机构拉杆缩回:拉爪端面距离主轴旋转端面距离为0.5mm)。

磨用电主轴的电机参数制式通常标注S6制工作制,有S6-40%、S6-60%等几种,这是与磨削的工作特性所分不开的,磨削时一个工件的磨削拍节通常包括,快速进刀、磨削、退刀、修砂轮等几个步骤,电机功率的消耗不是恒定的负载,在磨用电主轴电机的设计上我们通常要提高其过载能力,在看磨削电主轴的参数时会看到S1和S6两组参数,S6通常比S1高出较多,一是与电机工作制有关,一是与电机的过载能力有关,标注S6制功率表明电机可以在30s~120s内短时过载到该功率制,长期使用只能按S1制使用,这一点是与其他电主轴不太相似的地方,一定要注意。
电主轴高速轴承技术:电主轴通常采用复合陶瓷轴承,耐磨耐热,寿命是传统轴承的几倍;有时也采用电磁悬浮轴承或静压轴承,内外圈不接触,理论上寿命无限。

我们公司遵循“以质量求生存,以创新求发展,以市场为向导,以服务为宗旨”的经营理念愿与各界同仁精诚合作,共创**。