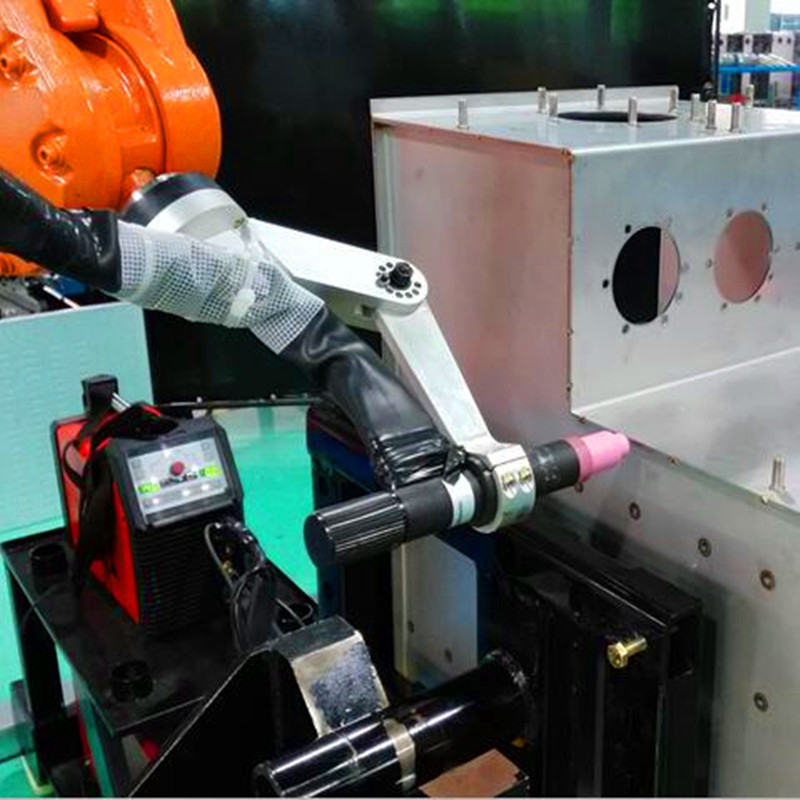
适用于1-6单元充气开关柜箱体的前板、两端侧板及后封板的自动焊接,以及长度不超过2.3米,重量800kg以下相似工件的自动化焊接。
配置进口品牌焊接机器人及全数字双脉冲焊接电源、工件自动翻转机构、焊缝自动寻位系统,采用MAG或TIG焊接工艺,满足不同类型充气开关柜箱体自动焊接的需求,适用批量系列化生产制造。
降低了对操作人员技能的要求,提高了产品合格率。



充气柜机器人焊接工艺
充气柜箱体密封焊缝和加强筋板焊接,人工操作只能采用TIG或TIG填丝焊接,效率低,对操作人员技能有较高要求,适用小批量生产;机器人自动焊接可以根据工件结构及工艺要求采用MAG、TIG或TIG填丝焊接,可以自动修正焊缝偏差,有效提高产品合格率和生产效率,保证箱体的密封性和技术性能,适用大批量自动化生产。
设备配置进口品牌焊接机器人和全数字双脉冲焊接电源,工件自动翻转变位机配置外部轴伺服电机,翻转变位机可与机器人协调联动,适用于气箱R角的连续焊接。
设备适用于充气环网柜气箱前板/两端侧板及后封板的自动化焊接
主要配置特点如下;
1、配置高精度自动定位结构,保证定位可靠。
2、配置激光综合寻位系统,自动寻位效率高,寻位精度高,有效保证机器人自动焊接生产。
3、翻转变位机采用外部轴伺服电机驱动,适用于气箱R角的连续焊接。
4、配置工作点自动修正系统,可根据需要进行TCP工作点的自动修正,大大降低人工修正TCP的工作量。
5、配置智能编程软件V2.01版,简化编程,降低编程工作量及对操作人员的技能要求。