西门子代理商-浔之漫智控技术(上海)有限公司,库存大量西门子PLC,产品种类、型号齐全,涵盖了西门子200系列PLC、西门子300系列PLC及其EM221模块、EM222模块、EM223模块、EM231模块、EM232模块、EM235模块、PPI电缆、MPI电缆、5611卡、SM321、SM322、SM323、SM331、EM332模块等,S7-200系列主机包括CPU224CN、CPU226CN、CPU224XP,S7-300系列主机包括CPU312、CPU313、CPU314、CPU315-2DP等,价格低,交货速度快。


西门子数控机床的系统运行异常故障维修分析:西门子数控机床系统是一种高精度、高效率的自动化金属加工设备,在复杂零件的生产中控制系统、驱动系统和机电系统出现任何问题,都会导致异常问题。在下面的指南中,我们将简要介绍错误的原因和解决方法。

西门子数控机床系统运行异常如何修复
1、在高速加工中,西门子数控机床系统中可能存在加减速异常和伺服系统滞后异常。
2、由于控制系统、驱动系统和被控对象机电系统的惯性,在加速度较大时会出现冲击、振动、超程、失步等动态异常。
3、在三轴数控立铣中,加工异常由两个因素组成:直线逼近异常和法向量旋转异常。
4、加工异常与加工表面的法向曲率、刀具半径和插补长度有关,并与插补长度的平方成正比。
5、刀具选择和人为因素也可能导致加工精度异常。
6、法向量旋转异常是由加工面的法向量沿插补线方向旋转引起的,与刀具半径的大小成正比。
7、刀具材料和切削油性能影响引起的精度异常。
西门子数控机床系统维修方法
1、西门子数控机床系统的自动升降速是通过西门子数控机床系统的软件功能自动实现的。其基本要求是所选的升降速律应保证轨迹精度和位置精度,并保证升降速过程的快速、稳定和稳定。控制算法应尽可能简单,易于计算机实现。
2、对于凸面,可以通过修改刀具中心位置来补偿法向量旋转异常,而对于凹面,则不需要补偿;当系统没有自动补偿功能时,采用减小刀具半径的方法来减小异常。
3、直线逼近异常由插补弦长决定,它与西门子数控机床系统的插补周期和刀具进给速度有关。可以通过选择插补周期较小的西门子数控机床系统或降低进给速度来控制线性逼近异常。
4、曲面加工中切削线的剩余高度异常是影响工件表面粗糙度的主要因素。可以通过选择合理的切割线宽参数来控制异常。
5、西门子数控机床系统中心的刀具材料和切削油能直接影响刀具的磨损程度,磨损快的刀具会对工件产生较大的异常。针对不同的工艺选择相应的刀具和切削油,有助于提高工件的精度。
以上就是西门子数控机床系统运行异常的原因,只有分析运行异常的原因,才能采取有针对性的措施,才能快速维修,尽快的解决异常故障,如有维修需求可通过dian话联系我们。
案例讲解|西门子S7-200 SMART PLC之间通过向导实现S7通讯导读:PUT/GET 指令的编程可以使用 PUT/GET 向导以简化编程步骤。该向导最多允许组态 16 项独立 PUT/GET 操作,并生成代码块来协调这些操作。
CPU1 (192.168.2.1 ) 把VB100~107数据传输到CPU2 (192.168.2.2 ) VB0~7
CPU1 (192.168.2.1 ) 把VB100~107数据读取到CPU2 (192.168.2.2 ) VB0~7
一、 PUT/GET 向导编程步骤1. STEP 7 Micro/WIN SMART 在“工具” 菜单的“向导”区域单击“Get/Put”按钮,启动 PUT/GET 向导(见图 1)。

图 1 启动
2. 在弹出的“Get/Put”向导界面中添加操作步骤名称并添加注释(见图 2)。
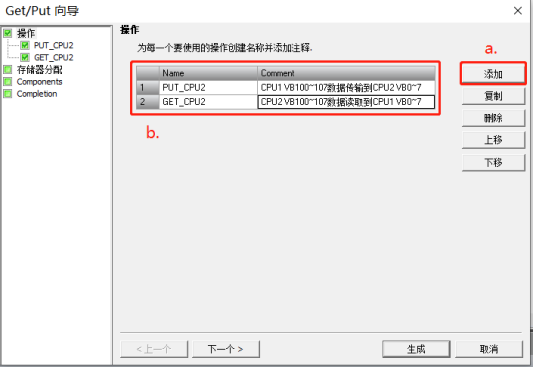
图 2
a. 点击“添加”按钮,添加PUT/GET 操作
b. 为每个操作创建名称并添加注释
3. 定义PUT/GET 操作(见图 3 、图 4)。
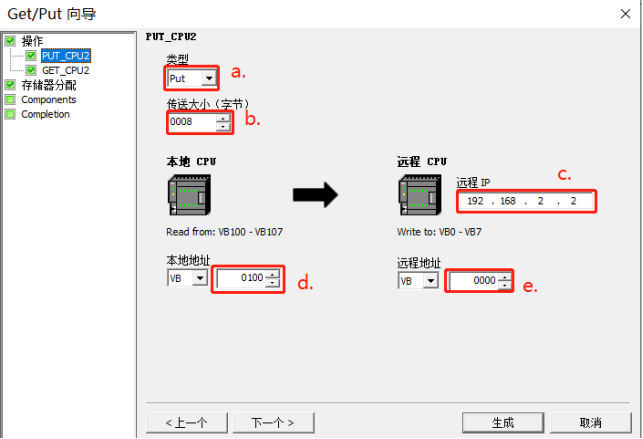
图 3 定义 PUT 操作
a. 选择操作类型,PUT 或 GET
b. 通信数据长度
c. 定义远程 CPU 的 IP 地址
d. 本地 CPU 的 通信区域和起始地址
e. 远程 CPU 的 通信区域和起始地址
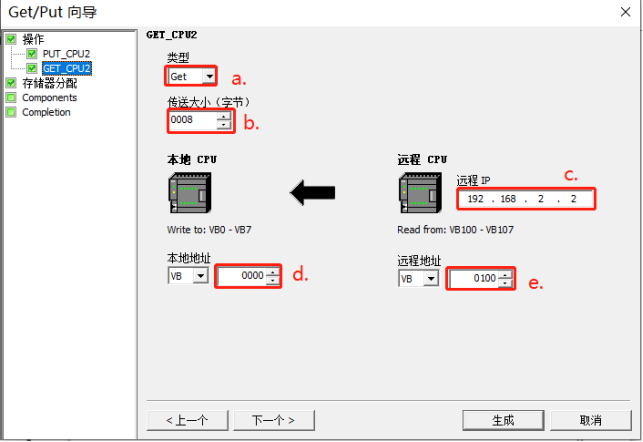
图 4 定义 GET 操作
a. 选择操作类型,PUT 或 GET
b. 通信数据长度
c. 定义远程 CPU 的 IP 地址
d. 本地 CPU 的 通信区域和起始地址
e. 远程 CPU 的 通信区域和起始地址
4. 定义PUT/GET 向导存储器地址分配(见图 5)。
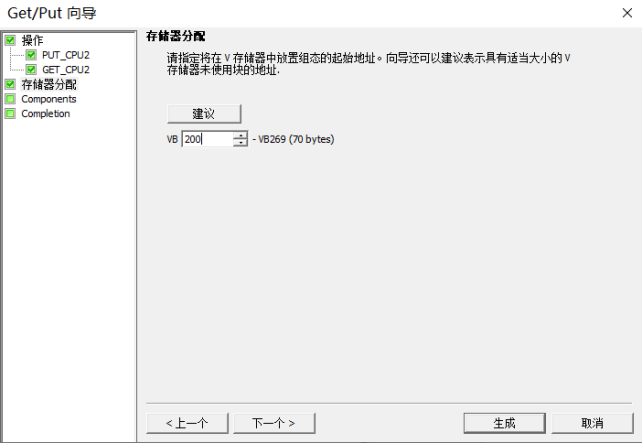
图 5 分配存储器地址
注意: 点击“建议”按钮向导会自动分配存储器地址。需要确保程序中已经占用的地址、PUT/GET 向导中使用的通信区域与不能存储器分配的地址重复,否则将导致程序不能正常工作。
5、在 图 5 中点击“生成”按钮将自动生成网络读写指令以及符号表。只需用在主程序中调用向导所生成的网络读写指令即可(见图 6)。
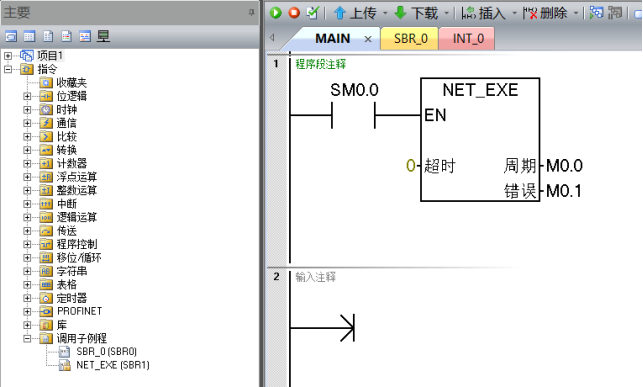
图 6 主程序中调用向导生成的网络读写指令
二、 程序调试把主动端程序下载到CPU1中(192.168.2.1),被动端CPU2(192.168.2.2)不需要写程序,把空程序下载到CPU2中即可,打开状态图表监控和写入数据(见图7)。
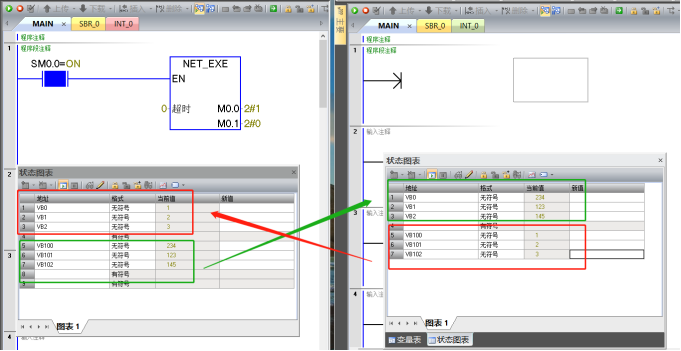
图7 程序监控与写入
三、 PUT/GET常见问题1. S7-200 SMART CPU以太网通信端口支持哪些通信协议,是否支持TCP、UDP和ISO on TCP等开放式用户通信或Modbus TCP通信?
S7-200 SMART CPU以太网通信端口从V2.2固件支持TCP、UDP和ISO on TCP等开放式用户通信及Modbus TCP通信。
2. S7-200 SMART CPU标准型和紧凑型产品是否都支持 GET/PUT 通信?
S7-200 SMART CPU 全系列产品都支持 GET/PUT 通信。固件版本低于 V2.0 的产品不支持 GET/PUT 通信,CPU 固件可以通过 Micro SD 卡进行升级。
3. S7-200 SMART CPU在同一时刻能否对同一个远程 CPU 调用多于 8 个 GET/PUT 指令?
同一时刻对同一个远程 CPU 可以调用多于 8 个 GET/PUT 指令。同一时刻对同一个远程 CPU 调用多个 GET/PUT 指令只会占用 1 个GET/PUT 主动连接资源,而不是 8 个主动连接资源。
4. 为什么有些第三方触摸屏不能与 STEP 7-Micro/WIN SMART 软件访问 S7-200 SMART CPU?
S7-200 SMART CPU 以太网端口具有 25 个连接资源,其中只有 1 个连接资源(PG连接资源)用于与 STEP 7-Micro/WIN SMART 软件的通信。如果第三方触摸屏与S7-200 SMART CPU的连接也使用 PG连接资源,就会造成第三方触摸屏不能与 STEP 7-Micro/WIN SMART 软件访问 S7-200 SMART CPU。
5. GET/PUT 指令可以传送的最大用户数据是多少?
GET 指令可从远程站点读取最大 222 个字节的用户数据,PUT 指令可向远程站点写入最大 212 个字节的用户数据;大数据量的用户数据通信可以调用多个 GET/PUT 指令来实现。采用 GET/PUT 向导时每个操作的读写用户数据的最大个数为 200 个字节。
6. GET/PUT 通信错误有哪些可能原因?
GET/PUT 指令 TABLE 参数表的第一个字节提供了“错误代码”,用于排查错误原因。GET/PUT 指令故障可能原因:
1) S7-200 SMART CPU 固件版本较低,通信双方 CPU 固件都需要 V2.0 及以上版本。
2) 超出了本地 CPU 主动连接资源限制或远程 CPU 无可用的被动连接资源。
3) GET/PUT 指令 TABLE 参数定义错误。
4) 通信站点之间的物理连接出错。
7. 如何获取S7通信的连接状态以及错误代码?
详细信息可以参考:如何判断S7通信中断并获取错误代码
以上就是整个西门子S7-200 SMART PLC之间通过向导实现S7通讯的步骤,点击免费试学西门子PLC课程。
软件说明:200smart编程软件( STEP 7-Micro/WIN SMART v2.5或者以上版本)