电主轴用油气润滑,指的是润滑油在压缩空气的携带下,被吹入陶瓷轴承。
油量控制很重要,太少,起不到润滑作用;太多,在轴承高速旋转时会因油的阻力而发热。

电主轴轴承噪音,电主轴轴承在工作中允许有轻微的运转响声,如果声音过大或有不正常的噪声 或撞击声,则表明轴承有故障。
轴承产生噪音的原因比较复杂,其一是轴承内、外圈配合表面磨损。

磨用电主轴的电机参数制式通常标注S6制工作制,有S6-40%、S6-60%等几种,这是与磨削的工作特性所分不开的,磨削时一个工件的磨削拍节通常包括,快速进刀、磨削、退刀、修砂轮等几个步骤,电机功率的消耗不是恒定的负载,在磨用电主轴电机的设计上我们通常要提高其过载能力,在看磨削电主轴的参数时会看到S1和S6两组参数,S6通常比S1高出较多,一是与电机工作制有关,一是与电机的过载能力有关,标注S6制功率表明电机可以在30s~120s内短时过载到该功率制,长期使用只能按S1制使用,这一点是与其他电主轴不太相似的地方,一定要注意。

电主轴温度检测,在电主轴运转时,安装轴承的部位会有一定的温升,比室温高2℃为正常,电主轴温度过高原因有:①润滑油质量不符合要求或变质,润滑油粘度过高;②机构装配过紧(间隙不足);③轴承装配过紧;④轴承座圈在轴上或壳内转动;⑤负荷过大;⑥轴承保持架或滚动体碎裂等。
主轴拉刀机构检测。
不同型号规格电主轴的拉刀力也不同(可见参数数据),如果电主轴的拉刀力不足,一般是拉刀机构出现问题,需要仔细排查。
拉刀力不足,会造成刀具在高速旋转过程中脱出主轴,甚至引发严重事故。

磨用电主轴一般都是恒扭矩设计的电机,电机的高转速和功率以及电压的关系是等比关系,电压和功率随电主轴转速的增加线性增加。
电流维持基本恒定不变,由于转矩和电流的关系是线性关系,称这种制式的电主轴为恒转矩制电机。

在选择电主轴时,一定要关注你的应用场合,不同的应用场合的接口是不同的,一定要弄清楚你的功率要求,以及在此功率下对应的转速,这一点很关键,因为同样是1kW,在1000转和10000转的要求下电主轴的外形尺寸是相差很多的,工况一定要准确。
电主轴是近几年在数控机床领域出现的将机床主轴与主轴电机融为一体的新技术。
高速数控机床主传动系统取消了带轮传动和齿轮传动。
机床主轴由内装式电动机直接驱动,从而把机床主传动链的长度缩短为零,实现了机床的“零传动”。

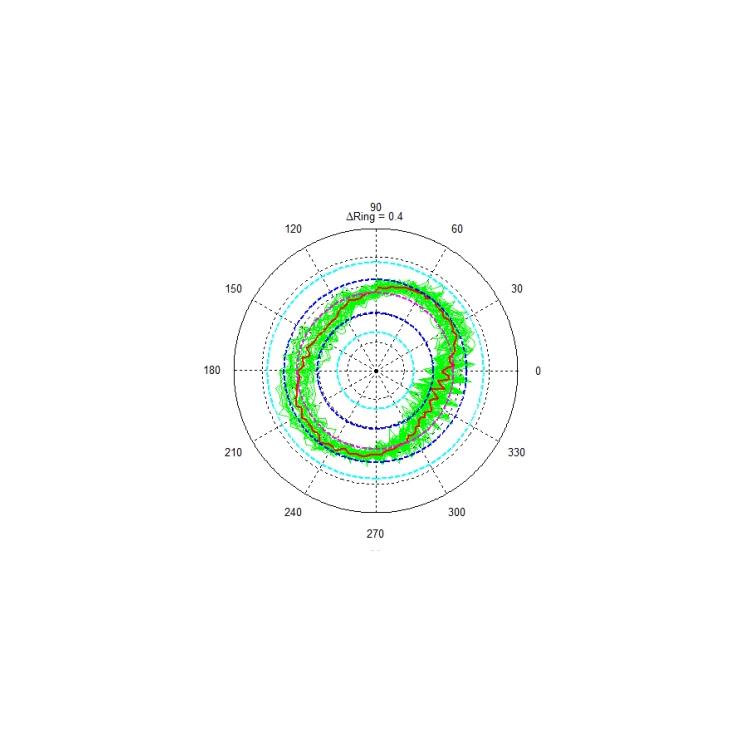
电主轴的动平衡是指电主轴在高速旋转时的动平衡情况,如果电主轴的动平衡情况不好,会造成电主轴的机械振动加剧,进而造成轴承损坏、主轴发热、加工精度和表面加工质量下降等后果。

电主轴的机械振动状态
电主轴的机械振动状态是对电主轴的整体机械振动状态进行评估,包括径向和轴向振动。
如果电主轴的整体机械振动状态不好,会加剧轴承磨损和主轴发热,加工精度和表面加工质量下降。

我们公司一贯坚持以“价格合理、质量可靠、交货准时、售后完善”为基本准则,努力成为您忠实的合作伙伴,互惠双赢!愿与广大客户精诚合作、利益共享,同发展、共繁荣!