关键技术是高速度下的动平衡。
电主轴的润滑一般采用定时定量油气润滑;也可以采用脂润滑,但相应的速度要打折扣。
所谓定时,就是每隔一定的时间间隔注一次油。
所谓定量,就是通过一个叫定量阀的器件,控制每次润滑油的油量。

磨用电主轴的电机参数制式通常标注S6制工作制,有S6-40%、S6-60%等几种,这是与磨削的工作特性所分不开的,磨削时一个工件的磨削拍节通常包括,快速进刀、磨削、退刀、修砂轮等几个步骤,电机功率的消耗不是恒定的负载,在磨用电主轴电机的设计上我们通常要提高其过载能力,在看磨削电主轴的参数时会看到S1和S6两组参数,S6通常比S1高出较多,一是与电机工作制有关,一是与电机的过载能力有关,标注S6制功率表明电机可以在30s~120s内短时过载到该功率制,长期使用只能按S1制使用,这一点是与其他电主轴不太相似的地方,一定要注意。

主轴冷却系统检测。
电主轴在高速运转时线圈及轴承都会产生热量,需要冷却系统及时将多余热量携带出去,以免造成主轴过热损毁轴承、定转子等零件,需要定期检查油冷机是否正常工作、定期添加及更换冷却原液(切勿用水冷却,会导致主轴生锈腐蚀)、检查压缩机制冷是否正常、定期清理油冷机风扇过滤网。
检查电主轴几何精度 。
如果几何精度不好,会造成加工震刀、产品加工尺寸超出公差范围、刀具损耗严重等情况。
根据情况不同,可以采取锥孔电镀研磨甚至更换主轴轴承等措施,对主轴进行修复。

检查主轴油气润滑系统。
油气润滑脏污会导致轴承异音、发热、震动甚至卡死。
气源含水会导致轴承润滑失效、定子短路等故障。
电主轴高速轴承技术:电主轴通常采用复合陶瓷轴承,耐磨耐热,寿命是传统轴承的几倍;有时也采用电磁悬浮轴承或静压轴承,内外圈不接触,理论上寿命无限。

对于轴承生产噪音的情况要及时对轴承进行更换并修复相关零部件。
如果电主轴已经出现噪音,不及时处理可能会导致轴承座、转子、轴甚至定子线圈都产生无法修复的损坏,大大增加不必要的损失。
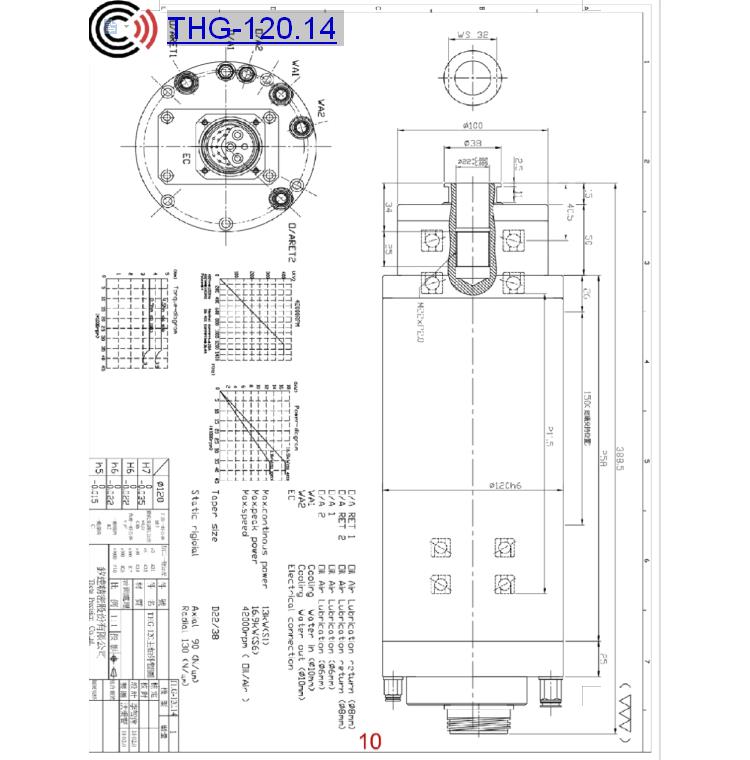
磨用电主轴一般都是恒扭矩设计的电机,电机的高转速和功率以及电压的关系是等比关系,电压和功率随电主轴转速的增加线性增加。
电流维持基本恒定不变,由于转矩和电流的关系是线性关系,称这种制式的电主轴为恒转矩制电机。

我们公司始终恪守“诚信为本,以义生利”的企业理念,竭诚为广大客户和朋友们服务!热忱欢迎新老客户光临合作、洽谈业务。