电机的转子采用压配方法与主轴做成一体,主轴则由前后轴承支撑。
电主轴温度检测,在电主轴运转时,安装轴承的部位会有一定的温升,比室温高2℃为正常,电主轴温度过高原因有:①润滑油质量不符合要求或变质,润滑油粘度过高;②机构装配过紧(间隙不足);③轴承装配过紧;④轴承座圈在轴上或壳内转动;⑤负荷过大;⑥轴承保持架或滚动体碎裂等。

磨用电主轴的设计一般兼顾的转速范围比较小,通常是转速的80%-****,还要兼顾砂轮的许用线速度,一般在使用时不能既用高速小砂轮又用低速大砂轮,否则会因为低速功率不够大而导致大砂轮磨削的效果和效率比较低差,由于大砂轮本身的自重,高速电主轴轴承承载能力不能满足其要求而导致主轴轴承寿命的急剧降低,精度寿命大大缩短。

电主轴轴承噪音,电主轴轴承在工作中允许有轻微的运转响声,如果声音过大或有不正常的噪声 或撞击声,则表明轴承有故障。
轴承产生噪音的原因比较复杂,其一是轴承内、外圈配合表面磨损。
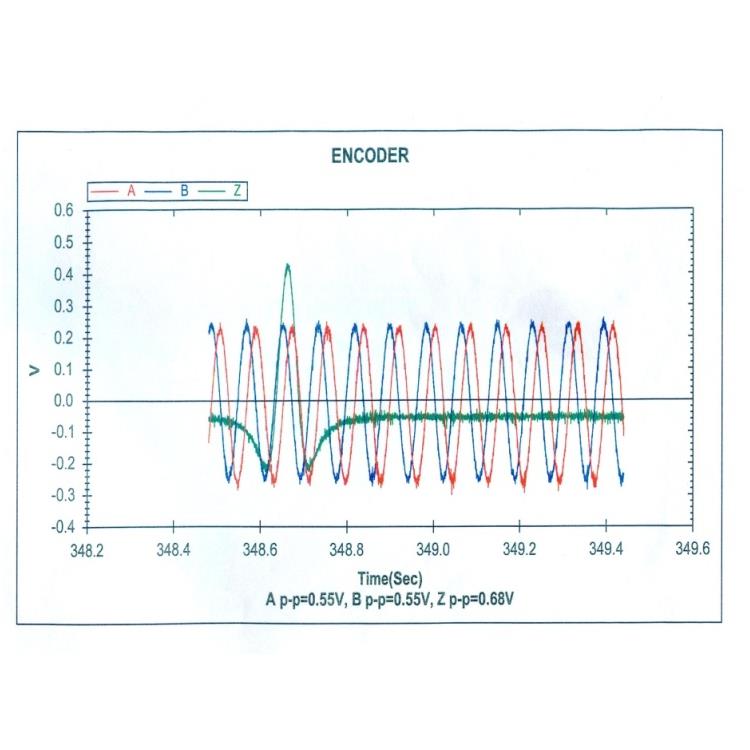
电主轴是一套组件,它包括电主轴本身及其附件:电主轴、高频变频装置、油雾润滑器、冷却装置、内置编码器、换刀装置等。

电主轴具备高精度、高性能且坚固可靠,适合磨削、铣削、钻孔等应用,适用于需要性能、扭矩和速度的加工任务。

电主轴是材料加工系统的重要组成部分,无论是铝、钢或是钛,无论是磨削小孔还是大直径孔,凭借其高弹性、刚性、平稳运行和精度,可实现出色的加工效果。

长期使用劣质冷却液且未保养更换造成冷却循环通道生锈堵死,主轴温度过高轴承等零件损坏。

对于轴承生产噪音的情况要及时对轴承进行更换并修复相关零部件。
如果电主轴已经出现噪音,不及时处理可能会导致轴承座、转子、轴甚至定子线圈都产生无法修复的损坏,大大增加不必要的损失。

电主轴E M值
EM值直接影响主轴的拉力值、松刀时顶刀量等 以HSK A63为例,松刀时主轴拉刀机构拉杆伸出:拉爪端面距离主轴旋转端面距离为10.5mm;主轴拉刀机构拉杆缩回:拉爪端面距离主轴旋转端面距离为0.5mm)。

在选择电主轴时刀具的接口一定要明确,这也是有原则的,一般情况下BT50的接口转速只能在8000RPM一下的电主轴中使用,BT40的接口可以在18000RPM下的电主轴中使用,如果要更高的转速,刀具接口需要选择相应的高速刀具接口,数控铣削电主轴上配用的ER弹簧夹头或者SD弹簧夹头也是有一定的许用高转速的。

我们公司始终不渝的恪守“诚信经营、力求”的创业信念和坚持不懈的奉行“团结奋斗、务实创新”的企业精神!