磨用电主轴的电机参数制式通常标注S6制工作制,有S6-40%、S6-60%等几种,这是与磨削的工作特性所分不开的,磨削时一个工件的磨削拍节通常包括,快速进刀、磨削、退刀、修砂轮等几个步骤,电机功率的消耗不是恒定的负载,在磨用电主轴电机的设计上我们通常要提高其过载能力,在看磨削电主轴的参数时会看到S1和S6两组参数,S6通常比S1高出较多,一是与电机工作制有关,一是与电机的过载能力有关,标注S6制功率表明电机可以在30s~120s内短时过载到该功率制,长期使用只能按S1制使用,这一点是与其他电主轴不太相似的地方,一定要注意。

对于轴承生产噪音的情况要及时对轴承进行更换并修复相关零部件。
如果电主轴已经出现噪音,不及时处理可能会导致轴承座、转子、轴甚至定子线圈都产生无法修复的损坏,大大增加不必要的损失。

电主轴是一套组件,它包括电主轴本身及其附件:电主轴、高频变频装置、油雾润滑器、冷却装置、内置编码器、换刀装置等。

长期使用劣质冷却液且未保养更换造成冷却循环通道生锈堵死,主轴温度过高轴承等零件损坏。

机床主轴由内装式电动机直接驱动,从而把机床主传动链的长度缩短为零,实现了机床的“零传动”。
这种主轴电动机与机床主轴“合二为一”的传动结构形式,使主轴部件从机床的传动系统和整体结构中相对立出来,可做成“主轴单元”,俗称“电主轴”(ElectricSpindle,MotorSpindle)。
检查主轴油气润滑系统。
油气润滑脏污会导致轴承异音、发热、震动甚至卡死。
气源含水会导致轴承润滑失效、定子短路等故障。

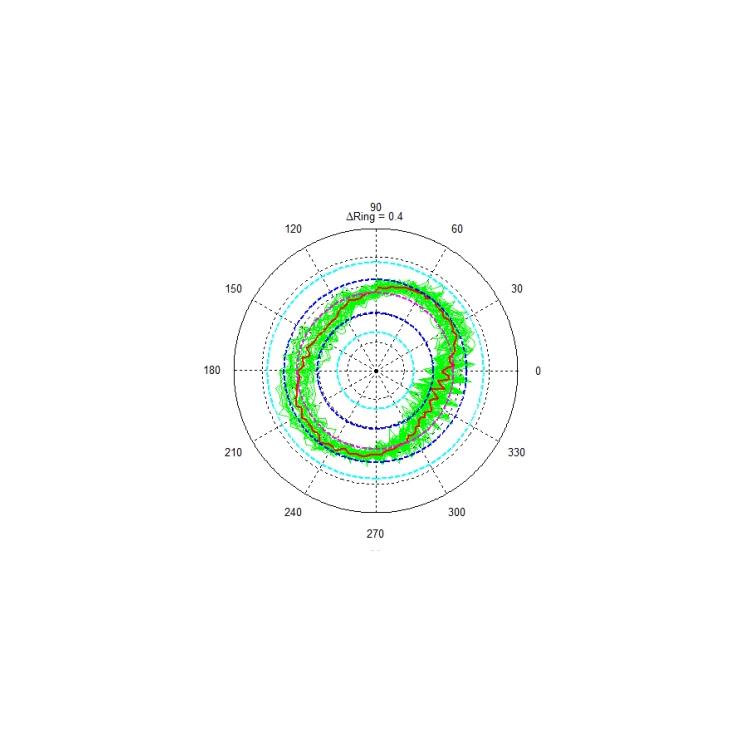
电主轴的动平衡
动平衡G表明动态性不平衡力的单位,而G*MM是静态数据不平衡力矩单位。
动平衡精度等级可分成 11个等级,每一个等级间以2.5倍为增加量,从大规定的G0.4到G4000,电主轴动平衡精度等级为G1以内,高转速电主轴要求达到G0.4以内。

电主轴温度检测,在电主轴运转时,安装轴承的部位会有一定的温升,比室温高2℃为正常,电主轴温度过高原因有:①润滑油质量不符合要求或变质,润滑油粘度过高;②机构装配过紧(间隙不足);③轴承装配过紧;④轴承座圈在轴上或壳内转动;⑤负荷过大;⑥轴承保持架或滚动体碎裂等。

电主轴的动平衡是指电主轴在高速旋转时的动平衡情况,如果电主轴的动平衡情况不好,会造成电主轴的机械振动加剧,进而造成轴承损坏、主轴发热、加工精度和表面加工质量下降等后果。

电主轴E M值
EM值直接影响主轴的拉力值、松刀时顶刀量等 以HSK A63为例,松刀时主轴拉刀机构拉杆伸出:拉爪端面距离主轴旋转端面距离为10.5mm;主轴拉刀机构拉杆缩回:拉爪端面距离主轴旋转端面距离为0.5mm)。
我们公司秉承:诚实守信,用户至上的服务理念。
贴心服务的企业目标:以质量求生存,以信誉求发展的企业宗旨,欢迎来电咨询或参观,我们竭诚为您服务!