机床为了减少主轴轴承的发热,还必须对主轴轴承进行合理的润滑。
磨用电主轴的电机参数制式通常标注S6制工作制,有S6-40%、S6-60%等几种,这是与磨削的工作特性所分不开的,磨削时一个工件的磨削拍节通常包括,快速进刀、磨削、退刀、修砂轮等几个步骤,电机功率的消耗不是恒定的负载,在磨用电主轴电机的设计上我们通常要提高其过载能力,在看磨削电主轴的参数时会看到S1和S6两组参数,S6通常比S1高出较多,一是与电机工作制有关,一是与电机的过载能力有关,标注S6制功率表明电机可以在30s~120s内短时过载到该功率制,长期使用只能按S1制使用,这一点是与其他电主轴不太相似的地方,一定要注意。

电主轴温度检测,在电主轴运转时,安装轴承的部位会有一定的温升,比室温高2℃为正常,电主轴温度过高原因有:①润滑油质量不符合要求或变质,润滑油粘度过高;②机构装配过紧(间隙不足);③轴承装配过紧;④轴承座圈在轴上或壳内转动;⑤负荷过大;⑥轴承保持架或滚动体碎裂等。

磨用电主轴的设计一般兼顾的转速范围比较小,通常是转速的80%-****,还要兼顾砂轮的许用线速度,一般在使用时不能既用高速小砂轮又用低速大砂轮,否则会因为低速功率不够大而导致大砂轮磨削的效果和效率比较低差,由于大砂轮本身的自重,高速电主轴轴承承载能力不能满足其要求而导致主轴轴承寿命的急剧降低,精度寿命大大缩短。

电主轴轴承内、外圈配合表面磨损,破坏了轴承与壳体、轴承与轴的配合关系,导致轴线偏离了正确的位置,在轴在高速运动时产生异响。
当轴承疲劳时,其表面金属剥落,也会使轴承径向间隙增大产生异响。
轴承润滑不足,形成干摩擦,以及轴承松旷后,保持架松动损坏也会产生异响。
主轴冷却系统检测。
电主轴在高速运转时线圈及轴承都会产生热量,需要冷却系统及时将多余热量携带出去,以免造成主轴过热损毁轴承、定转子等零件,需要定期检查油冷机是否正常工作、定期添加及更换冷却原液(切勿用水冷却,会导致主轴生锈腐蚀)、检查压缩机制冷是否正常、定期清理油冷机风扇过滤网。

电主轴是近几年在数控机床领域出现的将机床主轴与主轴电机融为一体的新技术。
高速数控机床主传动系统取消了带轮传动和齿轮传动。
机床主轴由内装式电动机直接驱动,从而把机床主传动链的长度缩短为零,实现了机床的“零传动”。

由于当前电主轴主要采用的是交流高频电动机,故也称为“高频主轴”(HighFrequencySpindle)。
由于没有中间传动环节,有时又称它为“直接传动主轴”。

电主轴是高速加工机床的关键重要部件,在模具制造、汽车零配件、航空航天、医疗器械等众多领域广泛应用。
电主轴寿命一般在10 000h左右,主轴检测、保养及预防性维修对于保证其正常运转、减少停机时间,延长使用寿命有重要意义。
在选择电主轴时刀具的接口一定要明确,这也是有原则的,一般情况下BT50的接口转速只能在8000RPM一下的电主轴中使用,BT40的接口可以在18000RPM下的电主轴中使用,如果要更高的转速,刀具接口需要选择相应的高速刀具接口,数控铣削电主轴上配用的ER弹簧夹头或者SD弹簧夹头也是有一定的许用高转速的。

电主轴的起停机状态
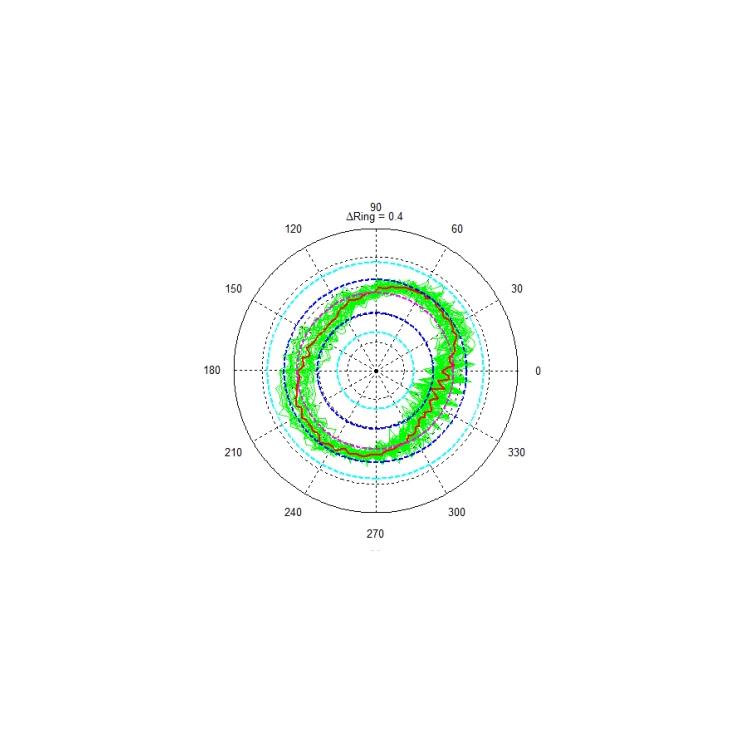
主轴的起停机状态一般是用来检查和测定主轴从0到指定速度及从指定速度到0时主轴的振动状态,测 出某个速度或转速范围的共振峰值,以便在正常加工时避开这个速度或转速范围,以保护电主轴及保证加工精度、表面加工质量等。

我们公司本着“以信为天,以诚为本”的经营理念为宗旨,热诚的服务,诚信的经营,竭诚为您提供快速,优良的服务,我们真诚的希望能与广大新老客户一起携手共创美好未来!