西门子赣州PLC模块总代理
一、输入输出(I/O)点数的估算
I/O点数估算时应考虑适当的余量,通常根据统计的输入输出点数,再增加10%~20%的可扩展余量后,作为输入输出点数估算数据。实际订货时,还需根据制造厂商PLC的产品特点,对输入输出点数进行圆整。
二、存储器容量的估算
存储器容量是可编程序控制器本身能提供的硬件存储单元大小,程序容量是存储器中用户应用项目使用的存储单元的大小,程序容量小于存储器容量。设计阶段,由于用户应用程序还未编制,程序容量在设计阶段是未知的,需在程序调试之后才知道。为了设计选型时能对程序容量有一定估算,通常采用存储器容量的估算来替代。
存储器内存容量的估算没有固定的公式,许多文献资料中给出了不同公式,大体上都是按数字量I/O点数的10~15倍,加上模拟I/O点数的100倍,以此数为内存的总字数(16位为一个字),再按此数的25%考虑余量。

应确定控制方案,下一步工作就是PLC工程设计选型。工艺流程的特点和应用要求是设计选型的主要依据。PLC及有关设备应是集成的、标准的,按照易于与工业控制系统形成一个整体,易于扩充其功能的原则选型所选用PLC应是在相关工业领域有投运业绩、成熟可靠的系统,PLC的系统硬件、软件配置及功能应与装置规模和控制要求相适应。熟悉可编程序控制器、功能表图及有关的编程语言有利于缩短编程时间,工程设计选型和估算时,应详细分析工艺过程的特点、控制要求,明确控制任务和范围确定所需的操作和动作,根据控制要求,估算输入输出点数、所需存储器容量、确定PLC的功能、外部设备特性等,后选择有较高性能价格比的PLC和设计相应的控制系统。
三、控制功能的选择
该选择包括运算功能、控制功能、通信功能、编程功能、诊断功能和处理速度等特性的选择。
(一)运算功能
简单PLC的运算功能包括逻辑运算、计时和计数功能;普通PLC的运算功能还包括数据移位、比较等运算功能;较复杂运算功能有代数运算、数据传送等;大型PLC中还有模拟量的PID运算和其他运算功能。随着开放系统的出现,目前在PLC中都已具有通信功能,有些产品具有与下位机的通信,有些产品具有与同位机或上位机的通信,有些产品还具有与工厂或企业网进行数据通信的功能。设计选型时应从实际应用的要求出发,合理选用所需的运算功能。大多数应用场合,只需要逻辑运算和计时计数功能,有些应用需要数据传送和比较,当用于模拟量检测和控制时,才使用代数运算,数值转换和PID运算等。要显示数据时需要译码和编码等运算。

(二)控制功能
控制功能包括PID控制运算、前馈补偿控制运算、比值控制运算等,应根据控制要求确定。PLC主要用于顺序逻辑控制,大多数场合常采用单回路或多回路控制器解决模拟量的控制,有时也采用专用的智能输入输出单元完成所需的控制功能,提高PLC的处理速度和节省存储器容量。例如采用PID控制单元、高速计数器、带速度补偿的模拟单元、ASC码转换单元等。
(三)通信功能
大中型PLC系统应支持多种现场总线和标准通信协议(如TCP/IP),需要时应能与工厂管理网(TCP/IP)相连接。通信协议应符合ISO/IEEE通信标准,应是开放的通信网络。
PLC系统的通信接口应包括串行和并行通信接口

(RS2232C/422A/423/485)、RIO通信口、工业以太网、常用DCS接口等;大中型PLC通信总线(含接口设备和电缆)应1:1冗余配置,通信总线应符合,通信距离应满足装置实际要求。
PLC系统的通信网络中,上级的网络通信速率应大于1Mbps,通信负荷不大于60%。PLC系统的通信网络主要形式有下列几种形式:1)PC为主站,多台同型号PLC为从站,组成简易PLC网络;2)1台PLC为主站,其他同型号PLC为从站,构成主从式PLC网络;3)PLC网络通过特定网络接口连接到大型DCS中作为DCS的子网;4)专用PLC网络(各厂商的专用PLC通信网络)。
为减轻CPU通信任务,根据网络组成的实际需要,应选择具有不同通信功能的(如点对点、现场总线、工业以太网)通信处理器。
(四)编程功能
离线编程方式:PLC和编程器公用一个CPU,编程器在编程模式时,CPU只为编程器提供服务,不对现场设备进行控制。完成编程后,编程器切换到运行模式,CPU对现场设备进行控制,不能进行编程。离线编程方式可降低系统成本,但使用和调试不方便。在线编程方式:CPU和编程器有各自的CPU,主机CPU负责现场控制,并在一个扫描周期内与编程器进行数据交换,编程器把在线编制的程序或数据发送到主机,下一扫描周期,主机就根据新收到的程序运行。这种方式成本较高,但系统调试和操作方便,在大中型PLC中常采用。

五种标准化编程语言:顺序功能图(SFC)、梯形图(LD)、功能模块图(FBD)三种图形化语言和语句表(IL)、结构文本(ST)两种文本语言。选用的编程语言应遵守其标准(IEC6113123),还应支持多种语言编程形式,如C,Basic等,以满足特殊控制场合的控制要求。
(五)诊断功能
PLC的诊断功能包括硬件和软件的诊断。
西门子S7-300 PLC选型
一西门子S7-300 PLC选型要点
S7-300 PLC的选型原则是据生产工艺所需的功能和容量进行选型,并考虑维护的方便性、备件的通用性,以及是否易于扩展和有无特殊功能等要求。选型时具体注意以下几方面:
(1)有关参数确定。一是输入/输出点数(I/O点数)确定。这是确定PLC规模的一个重要依据,一定要根据实际情况留出适当余量和扩展余地。二是PLC存储容量确定。注意当系统有模拟量信号存在或要进行大量数据处理时,其存储容量应选大一些。

(2)系统软硬件选择。一是扩展方式选择,S7-300 PLC有多种扩展方式,实际选用时,可通过控制系统接口模块扩展机架、Profibus-DP现场总线、通信模块、运程I/O及PLC子站等多种方式来扩展PLC或预留扩展口;二是PLC的联网,包括PLC与计算机联网和PLC之间相互联网两种方式。因S7-300 PLC的工业通信网络淡化了PLC与DCS的界限,联网的解决方案很多,用户可根据企业的要求选用;三是CPU的选择,CPU的选型是合理配置系统资源的关键,选择时必须根据控制系统对CPU的要求(包括系统集成功能、程序块数量限制、各种位资源、MPI接口能力、是否有 PROFIBUS-DP主从接口、RAM容量、温度范围等),并好在西门子公司的技术支持下进行,以获得合理的选型;四是编程软件的选择,这主要考虑对CPU的支持状况,我们的体会是:STEP7 V4.0对有些型号的CPU不支持,硬件组态时会发生故障出错,而STEP7V5.0则不存在这种问题。
二设计及使用
1. 设计注意事项
设计时主要应注意以下几方面:
(1)PLC输出电路中没有保护,在外部电路中应设置串联熔断器等保护装置,以防止负载短路造成PLC损坏。熔断器容量一般为0.5A。
(2)PLC存在I/O响应延迟问题,在快速响应设备中应加以注意。MPI通信协议虽简单易行,但响应速度较慢。
(3)编制控制程序时,好用模块式结构程序。这样既可增强程序的可读性,方便调试和维护工作;又能使数据库结构统一,方便WinCC组态时变量标签的统一编制和设备状态的统一显示。
(4)硬件资源。要合理配置硬件资源,以提高系统可靠性。如PLC电源配电系统要配备冗余的UPS不间断电源,以排除停电对全线运行的不利影响。又如对电机的控制回路要进行继电器隔离,以消除外部负载对I/O模块的可能损坏。系统设备要采用独立的接地系统,以减少杂波干扰。
2. 使用要点
(1)抗干扰措施。来自电源线的杂波,能造成系统电压畸变,导致系统内电气设备的过电压、过负荷、过热甚至烧毁元器件,造成PLC等控制设备误动作。在电源入口处好应设置屏蔽变压器或电源滤波等防干扰设施。其中,电源滤波器的地要以短线路接到中央保护地。对于直流电源,则可加装微分电容加以干扰抑制。
(2)保护接地。可采取用不小于10mm2的保护导线接好配电板的保护地;相邻的控制柜也应良好接触并与地可靠连接。要做好防雷保护接地,通常可采取总线电缆使用屏蔽电缆且屏蔽层两端接地,或模拟信号电缆采取两层屏蔽,外层屏蔽两端接地等措施。为防止感应雷进入系统,可采用浪涌吸收器。
(3)做好信号屏蔽。信号的屏蔽非常关键,一般可采取屏蔽电缆传送模拟信号。注意对多个模拟信号共用一根多芯屏蔽电缆或用两种屏蔽电缆传送时,信号间一定要做好屏蔽。电缆的屏蔽层一端(一般在控制柜端)要可靠接地。
(4)当现场没有或无法设置硬点时,可在操作界面上采取软按键的方法解决走向选择或控制方式选择等问题。与变频器、智能仪表等的连接,好还是采用信号线直接相连的方式。
(5)应合理配置PLC的使用环境,提高系统抗干扰能力。具体采取的措施有:远离高压柜、高频设备、动力屏以及高压线或大电流动力装置;通信电缆和模拟信号电缆尽量不与其他屏 (盘)或设备共用电缆沟;PLC柜内不用荧光灯等。PLC虽适合工业现场,但使用中也应尽量避免直接震动和冲击、阳光直射、油雾、雨淋等;不要在有腐蚀性气体、灰尘过多、发热体附近应用;避免导电性杂物进入控制器。
三调试要点及注意事项
(1)常规检查。在通电之前要耐心细致地作一系列的常规检查(包括接线检查、绝缘检查、接地电阻检查、保险检查等),避免损坏PLC模块(用STEP7的诊断程序对所有模块进行检查)。
(2)系统调试。系统调试可按离线调试与在线调试两阶段进行。其中离线调试主要是对程序的编制工作进行检查和调试,采用STEP7能对用户编制程序进行自动诊断处理,用户也可通过各种逻辑关系判断编制程序的正误。而在线调试是一个综合调试过程,包括程序本身、外围线路、外围设备以及所控设备等的调试。在线调试过程中,系统在监控状态下运行,可随时发现问题、随时解决问题,从而使系统逐步完善。一般系统所存在的问题基本上可在此过程中得到解决
| 设计plc控制系统的一般步骤见下图所示。 1、 流程图功能说明: ① 根据生产的工艺过程分析控制要求。如需要完成的动作(动作顺序、动作 条件及必须的保护和联锁等)、操作方式(手动、自动;连续、单周期及单步等)。 ② 根据控制要求确定所需的用户输入、输出设备。拒此确定PLC的I/O点数。 ③ 选择PLC。 ④ 分配PLC的I/O点,设计I/O电气接口连接图(这一步也可结合第2步进行)。 ⑤ 进行PLC程序设计,可进行控制台(柜)的设计和现场施工。 在设计传统继电器控制系统时,必须在控制线路(接线程序)设计完成后,才能进行控制台(柜)设计和现场施工。可见,采用PLC控制,可以使整个工程的周期缩短。
|

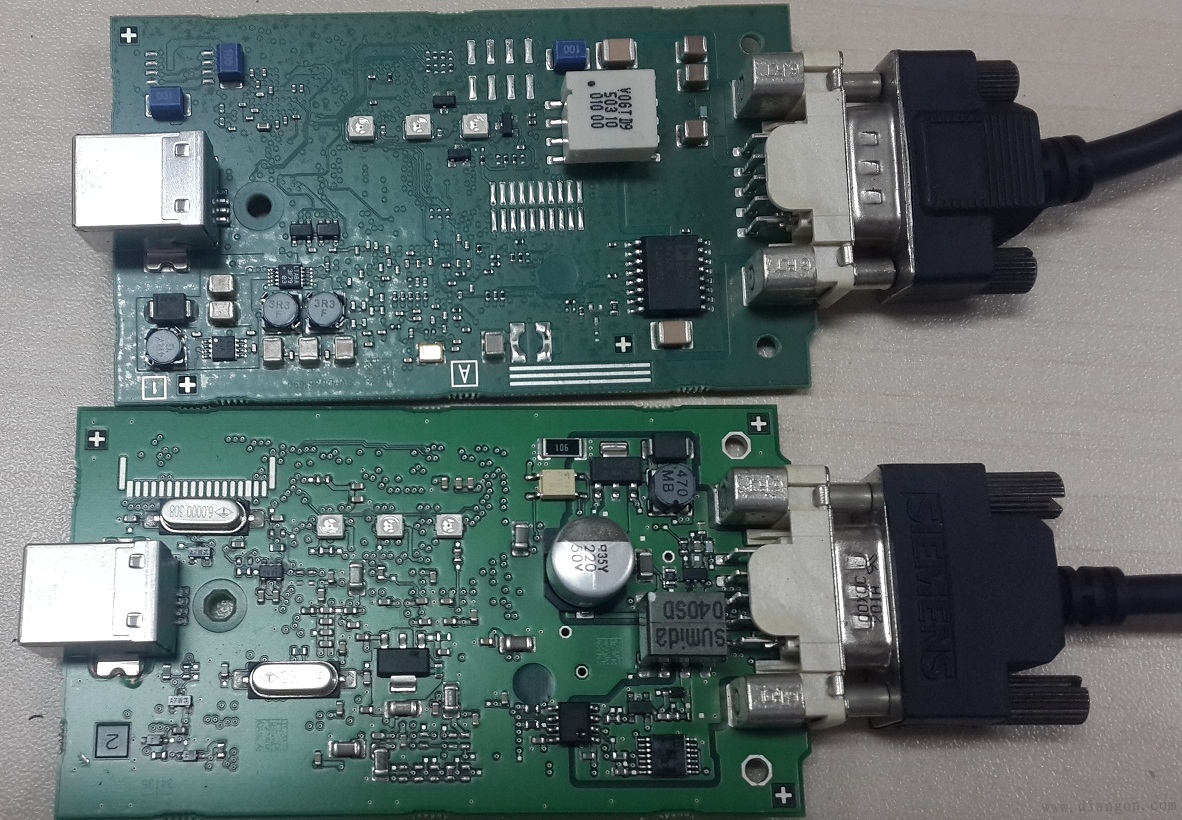
| 近期发现单位很多PC ADAPTER损坏,鄙人很纳闷为何有如此之大的损毁率。排除跌落损坏,实话说这个小东西还是挺抗摔的,从2楼上往水泥地摔都不坏。DP口电流冲击就更不可能了,所有plc都能正常工作。后发现所有工程师携带时都有一个习惯:使用完后不拔USB插口直接把USB线都盘起来装包里。怀疑USB口损坏所致。于是把已损坏的PC ADAPTER拆开来看正如我所料,USB的接口模块都开焊了。有的已经把PCB板一同损坏了。 建议各位工程师在未使用PC ADAPTER时把USB线拔下来储存和携带以免损坏。 顺便再唠叨2句V1.3和V1.4版本的区别:老版本的是由PLC端供电,只插USB端是无任何反应的。新版本的处理芯片是由USB口供电,插上USB口时USB5V的灯会亮,计算机会自动识别有硬件插入。 不多说了,其它区别见图吧,图上面是V1.4的,图下面是V1.3的。
|