西门子晋中授权代理商
应用
该 RS 485 总线连接器用于 PROFIBUS,可以用来将 PROFIBUS 节点或 PROFIBUS 网络组件连接至PROFIBUS的总线电缆。
设计
提供有各种类型的总线连接器,可优化用于连接的设备:
总线连接器具有轴向电缆引出线(180°),可用于如 PC 和 SIMATIC HMI OP,传输速率高达 12 Mbps,带集成的总线端接电阻
带垂直电缆引出线的总线连接器(90°);
这种接头采用垂直电缆引出线(有或没有编程器接口),数据传输速率高达 12 Mbps,带集成的终端电阻。传输速率为 3、6 或 12 Mbps 时,在带编程器接口的总线接头和编程器之间,需要使用 SIMATIC S5/S7 连接电缆。
有 30°电缆引出线的总线接头(经济型),无编程器接口,数据传输速率为 1.5 Mbps,无集成的总线端接电阻。
PROFIBUS 快速连接 RS 485 总线接头(90°或 180°电缆引出线),传输速率为 12 Mbps,采用绝缘刺破技术可实现快速简单安装(用于硬线和软线)。
功能
总线连接器可直接插入到 PROFIBUS 站或 PROFIBUS 网络组件的 PROFIBUS 接口(9 针 Sub-D 接口)中。
可使用 4 个端子在插头中连接进入和离开的 PROFIBUS 电缆。
通过从外部清晰可见的便于接触的开关,可以连接总线连接器中集成的总线端接器(不适用于 6ES7 972-0BA30-0XA0)。在此过程中,连接器中的进线和出线总线电缆是分开的(隔离功能)。
必须在 PROFIBUS 网段的两端进行这种连接。
总线系统
用于带有少数工作站且带有现场设备的蜂窝网络的过程和现场通讯
用于符合 IEC 61 158/EN 50 170 规范的数据通讯
开放性,可连接标准化非西门子部件
PROFIBUS – 用于生产和过程工程领域的现场总线标准,包括:
用于总线以及访问程序的物理特性的标准规范
用户协议和用户接口规范
过程或现场通讯
PROFIBUS DP,用于和现场设备间的快速、循环数据交换
PROFIBUS-PA,应用于过程自动化和本安应用领域
数据通讯
PROFIBUS FMS,用于不同制造商 PLC 之间的数据通讯
PROFIBUS 和全集成自动化
优势
PROFIBUS 是一种功能强大、开放、坚固耐用的总线系统,能保证无缝的通讯。
该系统采用了标准化设计,从而实现它可以与各种生产厂家提供的标准化部件进行连接。
可从网络上的任何地点进行组态、调试和故障排查。从而使用户定义的通讯关系不但通用,易于实施,更改简便。
使用快速连接(FastConnect)布线系统,可在现场快速装配和调试。
采用简单、有效的信令概念,持续监控网络部件
由于现有网络易于扩展,且不具有任何不利影响,可确保投资安全
OLM 环冗余性,可用性高。
不同PLC使用的编程不同,但编程步骤大致一样。就是进行硬件组态,根据实际PLC的类型建立硬件配置及相应的通讯配置。硬件组态完成后,将之前在纸上记录下来的I/O地址写在的符号表中。不同对于符号表的定义可能不同,但一般都有该功能,保符号表填写的准确性是至关重要的。在编写符号表时,不仅要把设备输入输出的地址写正确,再给每个地址命名并添加注释,这对后面的编程会非常方便。不需要在编程时每次都查询地址,只要填写命名好的名称即可。
第四步:写出程序流程图
在编程之前,一定要在草稿上写出程序的流程图。一个完整的程序,应该包括主程序、停止程序、急停程序、复位程序等部分。如果允许,应该将各个程序按“块”的形式编写,即一个程序是一个块,终将每个块按需求来调用即可。PLC擅长的就是处理顺序控制程序,在顺序控制中主流程是核心,一定要确保流程的正确性,要在草稿上仔细检查。如果主流程存在问题,当程序被PLC执行后,很可能发生撞击,损坏设备或对人身造成危险。
第五步:在中编写程序
确保主流程没有问题后,便可以在中编写程序了。还要注意停止、急停和复位程序的正确性,尤其是停止和急停程序,这是关系到人身和设备的程序,万万不可小视。一定要保无论在任何情况下,只要执行停止或急停程序,设备不会对人身造成伤害。还有一个小细节,有经验的师傅在处理急停按钮时,程序中都用常闭点,这点要注意。
第六步:调试程序
在调试程序这一步中,可以分成两个方面。
1.如果条件允许,或是你的逻辑能力,可以先用的功能做测试,很多繁琐的程序很难用看出程序是否正确。
2.将程序下传到PLC中进行在线的调试。如果设备不动或运行中出现异常情况,先不要去修改程序,很可能是传感器没有调试到位,如果确保传感器无误,再去修改程序。
用于将 PROFIBUS 节点连接到 PROFIBUS 总线电缆
安装方便
FastConnect 插头采用绝缘刺破连接技术,可确保极短的组装时间
集成端接电阻 (��不具有)
通过带 Sub-D 接口的连接器可以连接编程器,无需额外安装网络节点
Area of application
用于 PROFIBUS 的 RS485 总线连接器,可用于连接 PROFIBUS 节点或 PROFIBUS 网络部件到 PROFIBUS 总线电缆。
Design
提供有各种类型的总线连接器,可优化用于连接的设备:
总线连接器具有轴向电缆引出线(180),可用于如 PC 和 SIMATIC HMI OP,传输速率高达 12 Mbit/s,带集成的总线端接电阻
带垂直电缆引出线的总线连接器(90);
这种接头采用垂直电缆引出线(有或没有编程器接口),数据传输速率高达 12 Mbit/s,带集成的终端电阻。传输速率为 3、6 或12 Mbit/s 时,在带编程器接口的总线接头和编程器之间,需要使用 SIMATIC S5/S7 连接电缆。
有 30电缆引出线的总线接头(经济型),无编程器接口,数据传输速率大为 1.5 Mbit/s,无集成的总线端接电阻。
PROFIBUS 快速连接 RS485 总线接头(90或 180电缆引出线),传输速率大为 12Mbit/s,采用绝缘刺破技术可实现快速简单安装(用于硬线和软线)。
Functions
总线连接器可直接插入到 PROFIBUS 站或 PROFIBUS 网络组件的 PROFIBUS 接口(9 针 Sub-D 接口)中。
可使用 4 个端子在插头中连接进入和离开的 PROFIBUS 电缆。
通过从外部清晰可见的便于接触的开关,可以连接总线连接器中集成的总线端接器(不适用于 �。在此过程中,连接器中的进线和出线总线电缆是分开的(隔离功能)。
必须在 PROFIBUS 网段的两端进行这种连接。
Integration
总线接头
r />r />/p>
电缆引出线90 电缆出线35 电缆出线30 电缆出线用于 PLC S® 3)带有 CM 1241、CM 1242-5 的 S7-1200;CM 1243-5 带有 CP 5603 的 S7-mECC7-633 DP, C7-634 DP, C7-635, C至 S��备 ET 200M/ET 200B/ET 200L/ET 200S编程器 PG C/PG 740/PG 760 接口 IM 308-CCP 5431 FMS/DPCP 342-5/CP 343-5/CP CP 5511/CP 5512/CP 5711/CP 5603CP 561x/CP 562x SIMATIC OP OLM/OBT RS 485 中继器 诊断中继器
适用于以下应用:
1) 适用于宽温度范围(-25 C 至 +60 C)并具有优异防恶劣环境性能(覆膜涂层)的 SIPLUS 模块
2) 不能将柔性总线电缆与此连接器结合使用,大 1.5 Mbps
3) S7-400
当 DP 接口占用时,不能使用 MPI/DP 接口;
在分配了 IFM2 接口时,不能与 IFM1 接口结合使用
r />p>
p>
p>电缆引出线90 电缆出线35 电缆出线180 电缆出线180 电缆出线用于 PLC S 带有 CM 1241、CM 1242-5 的 S7-1200;CM 1243-5 带有 CP 5603 的 S7-mECC7-633 DP, C7-634 DP, C7-635, C7-636 S5-115U 至 S5-155U I/O 设备 ET 200M/ET 200B/ET 200L/ET 200S 编程器 PG C/PG 740/PG 760 接口 IM 308-C CP 543
1 引言 2 硬件电路I/O点扩展方法
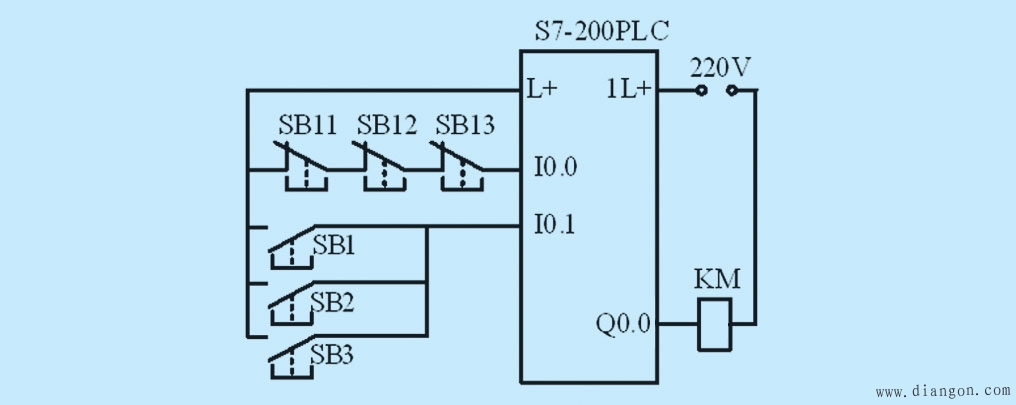
图1 分时分组输入接线图 2.2 共用输出触点
图2 共用输出点接线图 2.3 合并输入触点
图3 电动机电气控制原理图
图4 电动机PLC控制接线图
[NextPage] 4 硬件和软件结合I/O点扩展方法
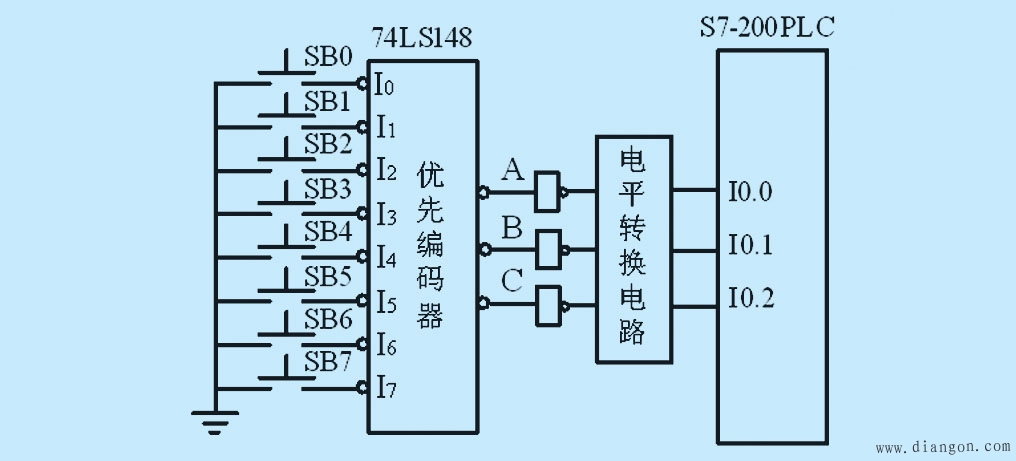
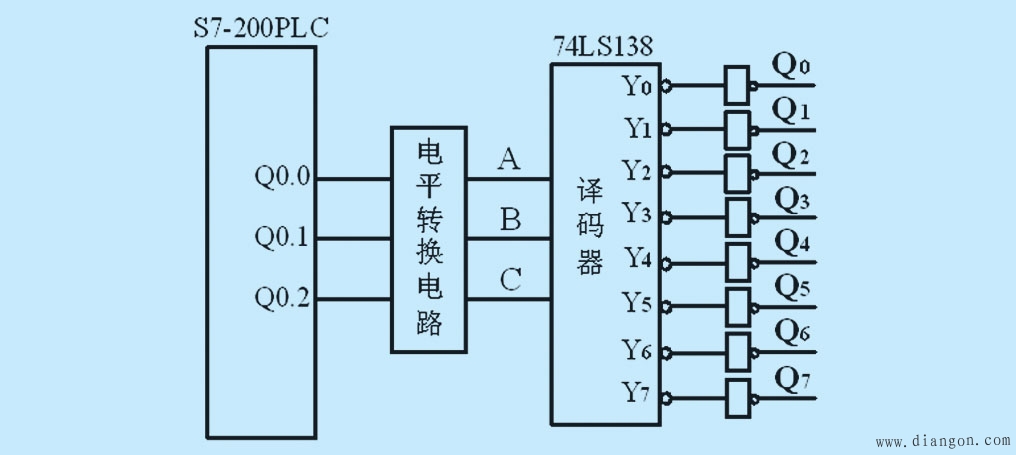
图5 硬件编码接线图 下面以按钮SB2按下为例,说明PLC内部软件译码的程序识别方法。由74LS148的功能表可知,该芯片低电平有效,图5中用3个非门将输出电平转换成正逻辑。若SB2按下,无论SB0和SB1是否按下,但SB3~SB7均未按下;此时,ABC的输出为101,经过非门后I0.0,I0.1,I0.2的状态分别为0,1,0;对应的STL译码程序如下。 进行译码,驱动负载工作,这可以大大的减少对输出点的占用。PLC的外部接线如图6所示,采用3线-8线译码器74LS138。此时,同样存在电平匹配的问题,即PLC的直流模块典型输出为+24V,而信号电路的工作电压一般为+5V,有时同样需要增加信号电路以及功率放大电路以驱动负载工作。
图6 PLC接线图 下面以如何让Q2为1为例,说明PLC内部软件的编码方法。由74LS138的功能表可知,若要使输出Q2为1,应该使Y2输出为0;即对应的ABC应该为010,从而得到只要让PLC的Q0.0,Q0.1,Q0.2分别为0,1,0即可;对应的STL编码程序如下,其中M1.2为置位输出Q2的条件。
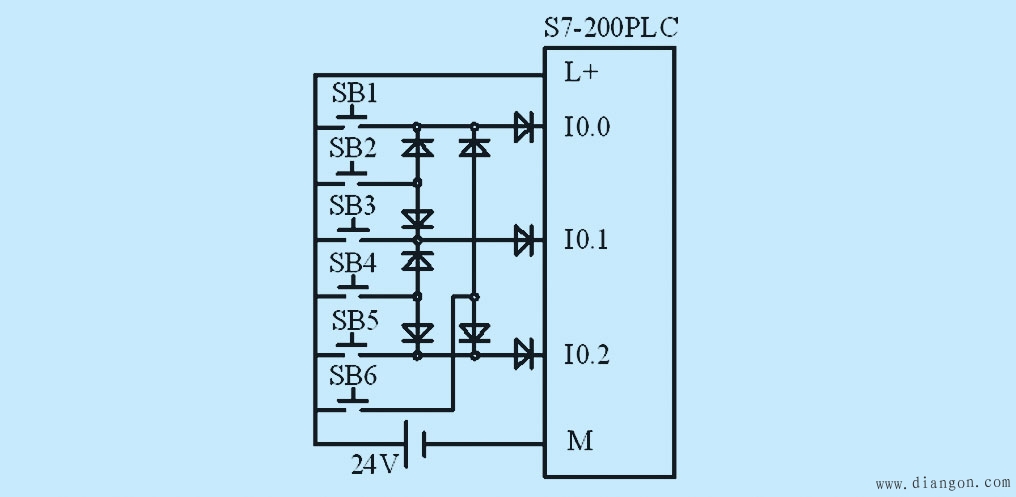
图7 硬件接线图
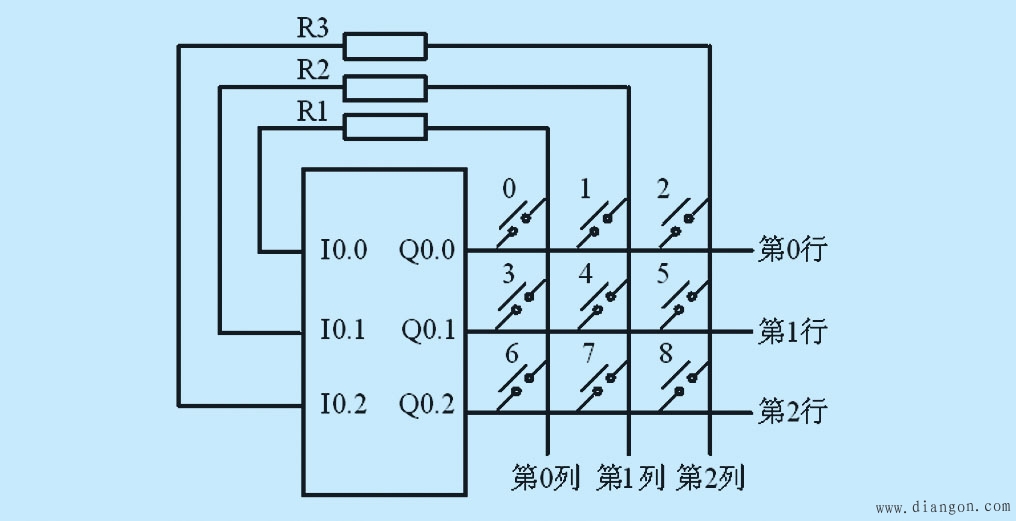
图8 3×3键盘结构图
5 结束语 |