焊后消氢处理,是指在焊接完成以后,焊缝尚未冷却至100℃以下时,进行的低温热处理。一般规范为加热到200~350℃,保温2-6小时。焊后消氢处理的主要作用是加快焊缝及热影响区中氢的逸出,对于防止低合金钢焊接时产生焊接裂纹的效果极为显著。
在焊接过程中,由于加热和冷却的不均匀性,以及构件本身产生拘束或外加拘束,在焊接工作结束后,在构件中总会产生焊接应力。焊接应力在构件中的存在,会降低焊接接头区的实际承载能力,产生塑性变形,严重时,还会导致构件的破坏。

消应力热处理是使焊好的工件在高温状态下,其屈服强度下降,来达到松弛焊接应力的目的。常用的方法有两种:一是整体高温回火,即把焊件整体放入加热炉内,缓慢加热到一定温度,保温一段时间,最后在空气中或炉内冷却。用这种方法可以消除80%-90%的焊接应力。另一种方法是局部高温回火,即只对焊缝及其附近区域进行加热,缓慢冷却,降低焊接应力的峰值,使应力分布比较平缓,起到部分消除焊接应力的目的。
消应力热处理是使焊好的工件在高温状态下,其屈服强度下降,来达到松弛焊接应力的目的。常用的方法有两种:一是整体高温回火,即把焊件整体放入加热炉内,缓慢加热到一定温度,保温一段时间,最后在空气中或炉内冷却。用这种方法可以消除80%-90%的焊接应力。另一种方法是局部高温回火,即只对焊缝及其附近区域进行加热,缓慢冷却,降低焊接应力的峰值,使应力分布比较平缓,起到部分消除焊接应力的目的。
 蓝炬辐射加热器属于预混气体表面燃烧。预先混合均匀的燃气空气混合物流向燃烧器头部,在透气性均匀的织物表面层进行燃烧。燃烧以两种方式进行,既红外热辐射方式和蓝焰方式。(2)红外热辐射方式是可燃混合物在织物内部进行燃烧,织物被加热至白炽状态,一部分热量以辐射方式释放。蓝焰方式是可燃混合物在织物上方燃烧,火焰承蓝色浮在表面上,热量以对流方式释放。
蓝炬辐射加热器属于预混气体表面燃烧。预先混合均匀的燃气空气混合物流向燃烧器头部,在透气性均匀的织物表面层进行燃烧。燃烧以两种方式进行,既红外热辐射方式和蓝焰方式。(2)红外热辐射方式是可燃混合物在织物内部进行燃烧,织物被加热至白炽状态,一部分热量以辐射方式释放。蓝焰方式是可燃混合物在织物上方燃烧,火焰承蓝色浮在表面上,热量以对流方式释放。
由于织物的均匀透气性和燃气与空气的均匀预混,燃烧十分稳定和温度分布均匀,没有局部高温存在,抑制了nox的生成。预混又有足够的空气供给,故c0的排放也低。
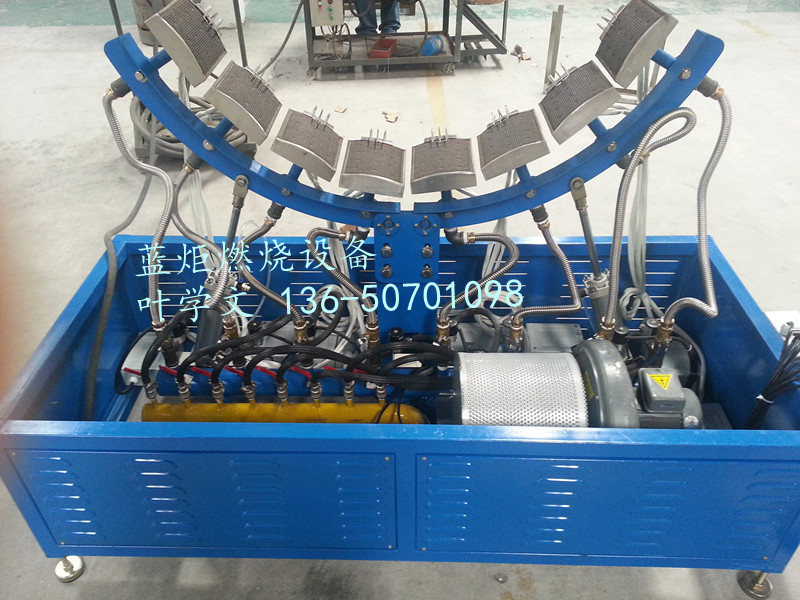
红外线高温燃气加热器可以与工件近距离接触加热,可以做成复杂、各种形状的加热器,它适用于各种金属构件,如管道、大型容器的焊前预热,中间消气和焊后的局部热处理,具有加热速度快、热利用率高、红外线辐射效率高、节能显著、劳动强度低、高温不易回火、使用安全可靠、操作方便的优良性能,是目前焊接界一种最新颖实用的理想局部热处理燃气加热器,最高工作温度800度。
燃气辐射加热器特点:
1.使用温度高:表面温度可达1100℃(极限温度上限1250℃)
2. 热负荷调节范围大,红外线燃烧模式:70-500kw/m2。
3, 使用寿命长:最高可达20000小时,维修成本低。
4 .热辐射效率高:>50%,升温快,节省燃气。
5. 不易吸水:在潮湿环境中进行高温加热也不会对材料造成损坏。
6. 燃烧均匀稳定:高温状态也没有回火现象,受热均匀。
7. 热惯性小:升温和冷却快(熄火后5秒内可冷却到常温),可实现自动温控。
8. 抗热膨胀强:热负荷的剧烈变化不会对材料造成损害。
9. 强度高:抗一定的机械冲击,对材料没有影响,使安装搬运不容易破损。
10.设计制作方便:可以根据需要量身定做各种形状和功率不同的燃烧器。
11.低co:由于是完全预混燃烧,燃烧更为充分。
12.低nox:在红外线燃烧模式下,<10ppm,相当于欧洲标准。
13.无噪音:可以实现安静地燃烧,低于国家1类噪音标准。
14.热效率高:采用完全预混燃烧方式,空气过量系数极低,热效率较常规燃烧器提高10%以上。

广州蓝炬燃烧设备有限公司市场部
联系人:叶学文
电话:86-020-84859004-812
手机:13650701098
传真:86-020-84859004
地址:广州番禺区石基镇新桥村新环东路7号
公司主页:http://burnray.cn.gongchang.com
国家创新基金支持项目
研发各种燃气燃烧器
热风干燥/红外线干燥专用燃烧器
织物及纸张快速干燥系统
沥青路面热再生加热板/加热墙
让能源不再浪费 让燃烧不再污染
