产品概况
自动上料配料系统是前端设备通过输送粉体、颗粒、液体等物料,并对不同介质的物料进行称重,按照配方工艺要求对不同介质的物料进行混合配比的实时监控工业工程的自动化系统。
配料系统
物料输送系统
物料存储单元
配料系统(加料/放料/截断保护执行机构)计量斗/尾料收集、
除尘系统
现场手控系统
配电系统(包括弱电柜、变频柜、DCS控制柜)
DCS控制系统组成
输送系统
粉体管链式输送机
输送粉状、小颗粒状及小块状等散状物料的连续输送设备,可以水平、倾斜和垂直组合输送。
在密闭管道内,以链片为传动构件带动物料沿管道运动。当水平输送时,物料颗粒受到链片在运动方向的推力,就随链片向前运动,形成稳定的料流;当垂直输送时,管内物料颗粒受链片连续向上的推力,阻止了物料下滑,并产生了横向侧压力,增强了物料的内摩擦力,当物料间的内摩擦力大于物料与管内壁外摩擦力及物料自重时,物料就随链片向上移动,形成连续料流。粉体物料可在三维空间内沿封闭管道直线移动或改变方向;水平输送距离可达50米,垂直输送距离可达到30米
物料水平螺旋输送设备
粉料螺旋输送机可进行水平、倾斜垂直输送,输送也可组成空间输送线路,粉料螺旋输送机的输送线路一般是固定不变的。粉料螺旋输送机输送能力大,运距长,粉料螺旋输送机还可在输送过程中完成若干工艺操作,粉料螺旋输送机应用十分普遍。还有就是粉料螺旋输送机可以单台输送,也可多台组成或与其他输送设备组成水平或倾斜的输送系统,从而能满足不同布置形式的作业线需要。
储料备载仓料位监控系统
主要由主体储料仓和仓体辅助配置(高位点配射频导纳料位计,提供高料位报警提示。仓顶配脉冲反吹式仓顶除尘器、压力释放阀,仓底配助流气碟,星型卸料器,粉体专用蝴蝶阀等)组成。
将前端输送系统输送来的物料进行暂时的储存,为下一阶段的配料工序做准备。
自动配料
自动配料系统组成
主要由配料自动控制机构、计量仓 、加料机构、放料机构(其中加、放料机构有气动和电动两种类型。加、放料机构包括卸灰阀、球阀、蝴蝶阀、平板阀等根据现场具体情况而定)
自动配料系统工作原理
自动配料控制过程是一个多点输入、多点输出的系统。根据工艺流程对配料的流量控制方式和系统控制过程进行合理化的操作。自动配料系统是各行业自动化生产工艺过程中一道非常重要的工序,配料工序的精度及稳定性对整个产品的质量举足轻重。该系统通过对各条配料输送生产线严格地协调控制,对料位、流量及时准确地进行监测和调节。系统由可编程控制机构与计量仓组成一个计算机控制网络,通过现场总线连接现场仪器仪表、控制计算机、PLC、变频器等智能程度较高、处理速度快的设备。在自动配料生产工艺过程中,将主料与辅料按一定比例配合,由配料称重模块完成对输送的物料进行计量。PLC主要承担对输送设备、称重过程进行实时控制,并完成对系统故障检测、显示及报警,向变频器输出信号调节输送设备转速的作用。
计量仓的结构:
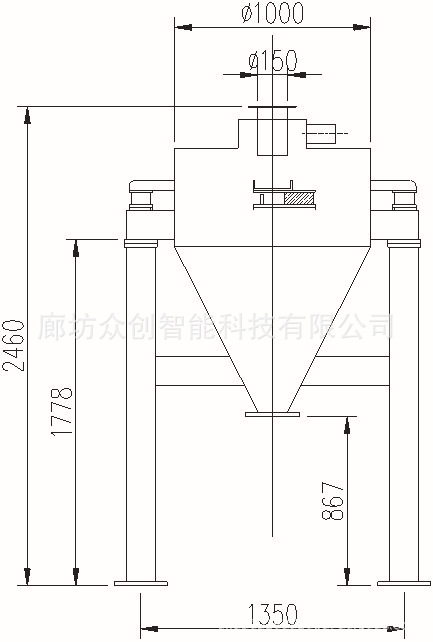
斗式计量仓的结构由:计量仓主体(含支架)、配重称重模块组、控制称重仪表组成。其主要功能是:
1、实现贮存散装物料的功能
2、通过控制称重仪表可控制配几种不同种类物 料,随意修改配方。
3、整体可以实现集称重、显示、完成配料控制于一体的功能。
4、增加通讯协议功能,使数据统一进行收集、汇总、分析并进行打印等需求。
5、通过控制模块实现自保护功能(配料过程中的断电保护功能等)
 使用说明
使用说明
应变式料位在线连续监测系统是通过应变式料位计量传感器实时测量料仓支撑柱由于仓内物料变化而产生的微小形变,从而得到料仓内物料重量实时的变化,进而实现实时监控料仓内物料的料位。
加、放料机构
星型卸灰阀控制原理:
根据加料量,通过变频器控制电机转速,实现快加料、慢加料、点补料的动作,保证实际加料量与目标值在允许误差范围内,保证加料精度。
电动球阀结构特点
一、密封副(阀芯,阀座)——双金属,实现金属球面环带硬密封,防火防爆;
二、密封严紧,阀芯和阀座的密封是球面线接触,靠三维偏心实现零泄漏;
三、密封副的阀芯留有补偿量,阀门使用较长时间发现密封副磨损时,只需松动手轮侧的限位螺栓,关闭时再转动少许,仍可实现可靠密封,延长使用寿命。
四、可将压紧套拧掉,调整或更换阀座,阀门仍可继续使用,避免了现行众多阀门密封失效后整台报废的弊端。
电动蝴蝶阀的蝶板安装于管道的直径方向。在蝶阀阀体圆柱形通道内,圆盘形蝶板绕着轴线旋转,旋转角度为0°~90°之间,旋转到90°时,蝶阀处于全开状态。 本类衬胶蝶阀门在管道中一般应当水平安装。
储料仓除尘系统
仓顶压力释放阀
压力释放阀是料仓系统不可缺少的装置。当料仓的空气压力过高或过低,并达到预设值时释放阀会自动打开,平衡料仓内外的压力,避免料仓及附属设备遭受损坏。当压力恢复正常以后,压力释放阀会自动复原。整个过程无需人工干预。
仓顶反吹式除尘器
主要应用于粉体筒仓除尘;除尘效率高及超低的维护成本两大特点是振动式除尘器无法比拟的。 该除尘器适用于所有正压输送粉体物料的筒仓除尘;适用于建筑、机械、化工、粮食、制药等众多行业。 配置模块化智能控制系统,定时或采用压差自动对除尘器进行清理;仓顶盖采用轻质高分子材料,方便检修人员开启,保证生产安全。
输送线除尘系统
气箱脉冲袋式除尘器吸收国外的技术优点,并结合我国实际国情研制开发的具有先进技术水平的高效率袋收尘器。这种类型的除尘器,集合分室反吹和喷吹脉冲等诸类除尘器的优点,克服了分室反吹时动能强度不够、脉冲喷吹过滤与清灰进行的缺点,由于采用高能清灰和分室结构离线清灰,具有清灰强度大、速度快、循环周期短等特点,使该除尘器增加了使用适应性,提高了收尘效率,延长了滤袋使用寿命。它不仅可以处理一般浓度的含尘气体,还可以处理高浓度(高达1000g/m3)的含尘气体,且经收尘后的气体含尘浓度完全能达到国家的环保排放标准。气箱脉冲除尘器已经在世界范围内得到广泛应用,在中国也已经大量推广,不仅在水泥行业得到大量应用,在电力、化工、冶金、钢铁、机械行业也被广泛选用。
DCS控制系统

系统组成:
PLC程序软件(系统状态监控,执行机构动作执行流程)上位机管理系统软件(系统流程监控,信息采集,流程命令执行,数据记录统计等)DCS系统控制柜、上位机操作平台。
系统概况
DCS自动配料及输送系统的流程控制界面主要由料仓仓顶除尘及脉冲反吹联动控制模块、计量仓物料重量及容积时时在线监测模块、放料流速监控及气动助流联动控制模块、输送设备中残留物料量的在线监控模块、配料及放料联控模块、储料仓清空及残料收集控制模块、空压机系统管道压力时时在线监控中控,数据库及报表生成模块等组成。本系统可与未来主控DCS系统通讯,接受和发送相关指令及数据。