西门子驱动模块6SL3120-1TE24-5AA3
PLC脉冲控制步进电机技术
一、步进电机、脉冲与方向信号
步进电机作为一种常用的电气执行元件,广泛应用于自动化控制领域。步进电机的运转需要配备一个专门的驱动电源,驱动电源的输出受外部的脉冲信号和方向信号控制。每一个脉冲信号可使步进电机旋转一个固定的角度,这个角度称为步距角。脉冲的数量决定了旋转的总角度,脉冲的频率决定了旋转的速度。方向信号决定了旋转的方向。就一个传动速比确定的具体设备而言,无需距离、速度信号反馈环,只需控制脉冲的数量和频率即可控制设备移动部件的移动距离和速度;而方向信号可控制移动的方向。对于那些控制精度要求不是很高的应用场合,用开环方式控制是一种较为简单而又经济的电气控制技术方案。
步进电机的细分运转方式非常实用,其步距角受到机械制造的限制,不能制作得很小,但可以通过电气控制的方式使步进电机的运转由原来的每个整步分成m个小步来完成,以提高设备运行的精度和平稳性。控制步进电机电源的脉冲与方向信号源常用数控系统,但对于一些在运行过程中移动距离和速度均确定的具体设备,采用PLC(可编程控制器)是一种理想的技术方案。
二、控制方案

图1 PLC脉冲控制步进电机系统示意图
在操作面板上设定移动距离、速度和方向,通过PLC的运算产生脉冲、方向信号,控制步进电机的驱动电源,达到对距离、速度、方向控制的目的,见图1。操作面板上的位置旋钮控制移动的距离,速度旋钮控制移动的速度,方向按钮控制移动的方向,启/停按钮控制电机的启动与停止。
在实际系统中,位置与速度往往需要分成几挡,故位置、速度旋钮可选用波段开关,通过对波段开关的不同跳线进行编码,可减少操作面板与PLC的连线数量,也减少了PLC的输入点数,节省了成本。一个n刀波段开关的*多挡位可达到2n。在对PLC选型前,应根据下式计算系统的脉冲当量、脉冲频率上限和*大脉冲数量。

根据脉冲频率可以确定PLC高速脉冲输出时需要的频率,根据脉冲数量可以确定PLC的位宽。考虑到系统响应的及时性、可靠性和使用寿命,PLC应选择晶体管输出型。
步进电机细分数的选择以避开电机的共振频率为原则,一般可选择2、5、10、25细分。
编制PLC控制程序时应将传动系统的脉冲当量、反向间隙、步进电机的细分数定义为参数变量,以便现场调整。三、应用实例
笔者应用PLC脉冲控制步进电机的技术,对生产上引法无氧铜管的设备进行了电气控制。
上引法无氧铜管的生产过程是:将电解铜加入工频感应炉,使其熔化成铜液,在铜液中浸入1个通有冷却水的结晶器,流入结晶器的铜液经过0.5~3s后,便结晶成了固态铜管。一边由引棒将固态铜管从结晶器中导出,一边重复上述结晶过程,慢慢地将固态铜管牵引至摩擦压轮,以后根据工艺间隔时间由步进电机带动摩擦压轮,将固态铜管源源不断地从结晶器中牵引出来。牵引出来的铜管依次进入校直、轧管、盘管、冷拉等工序,生产出不同规格的自来水管或空调、冰箱的热交换器用铜管。设备应满足如下的生产工艺要求:引管距离6挡/(mm·次-1):2、2.5、3、3.5、4、5;引管速度7挡/(mm·min-1):115、130、140、150、160、170、180;牵引与结晶时间比:1∶1;引管方式:间歇式;牵引方向:不变;设备运行:连续。可见,距离开关为6挡,速度开关为7挡,组合后共有42种牵引方式。根据计算,距离、速度信号各需3个输入点就能达到设定的挡数要求,启/停按钮需1个输入点。根据工艺要求,牵引方向不变,故操作面板上不设置方向按钮,步进电机的旋转方向不通过PLC来控制,而是采用直接跳线来完成设置。脉冲信号需1个输出点,信号灯需2个输出点。步进电机采用25细分工作模式,以避开电机的共振频率区。PLC选用了具有8个数字量输入点、6个数字量输出点的SIEMENS公司生产的SIMATIC S7-200 CPU 222。在控制程序中用多段管线操作设计了电机的升降过程,以满足大负载启动的要求。电气控制原理见图2。

图2 电气控制原理
制作时,将面板上的距离、速度波段开关按图2进行跳线,完成二进制编码,这样节省了7个PLC输入点,简化了连接,提高了系统可靠性,也降低了设备的制造成本;将各波段开关、按钮的输出与PLC相连。设备运行时,PLC根据操作面板上各开关的设定位置,由控制程序产生某一频率和数量的高速脉冲,并将其输出至PCB,由PCB完成电平转换。转换后的电平信号送至步进电机驱动器,拖动步进电机按设定的速度旋转相应的角度,*终达到控制距离和速度的目的。
四、
该设备经3个多月的运行考核,证明将PLC脉冲控制步进电机技术应用于中、小功率牵引设备中,具有控制简单、稳定、成本低等特点,是一种切实可行的电气控制方案。
一、项目所需设备、工具、材料
见表7-1。
表7-1 项目所需设备、工具、材料

二、 训练内容:
1、项目描述
试设计一电动机过载保护程序,要求电动机过载时能自动停止运转,发出10秒钟的声光报警信号。设电动机只需要连续正转。
2、实训要求
2.1 输入和输出点分配
表7-3。
表7-3 输入和输出点分配表

2.2 PLC接线图
按图7-7接好线。


2.3程序设计
采用PLC控制的梯形图如图7-8所示。电动机的连续运转控制采用SET Y1指令,按下SB1,X1动合触点闭合,使Y1通电自锁,KM1得电,电动机运行。电动机的停车控制采用RST Y1指令,按下SB2,X2动合触点闭合或热继电器动作(X0动断触点闭合)均可使Y1失电,导致接触器KM1失电,电动机停车。
当电动机正常工作时,热继电器动断触点FR闭合,使得输入继电器X0线圈得电,X0动合触点闭合, X0动断触点断开。X0动合触点闭合,由于没有下降沿,不执行PLF M0,故Y0、T0线圈不能得电,处于断开状态;又因为X0动断触点断开,没有上升沿脉冲,不执行PLS M1指令,故Y2、M1线圈不能得电,处于断开状态。
当过载时,热继电器动断触点FR断开,使得输入继电器X0线圈失电,X0动合触点断开,X0动断触点闭合。X0动合触点断开瞬间,产生一个下降沿脉冲, PLF M0指令使M0线圈得电一个扫描周期,M0动合触点闭合一个扫描周期,使Y0、T0线圈得电,Y0线圈得电后,使Y0动合触点闭合自锁,接通报警灯。X0动断触点闭合瞬间,产生一个上升沿脉冲, PLS M1指令使M1线圈得电一个扫描周期,M1动合触点闭合一个扫描周期,使Y2线圈得电,Y2线圈得电后,使Y2动合触点闭合自锁,接通报警铃,发出报警声音。当T0线圈得电10秒后,其动断触点T0断开,使Y0、T0、Y2失电,声光报警均停止。
2.4运行并调试程序
(1)将梯形图程序输入到计算机。
(2)对程序进行调试运行。
当X1为ON时,X0已置ON,观察Y1的动作情况;当X2为ON时,再观察Y1的动作情况。再将X1置ON,模拟热继电器动作,X0由ON改为OFF时,观察Y0、Y2的动作情况。
(3)调试运行记录
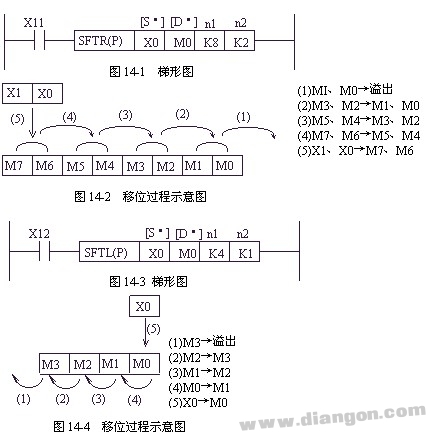
移位寄存器指令包括SFTR(位右移)、SFTL(位左移)、WSFR(字右移)、WSFL(字左移)、SFWR(移位写入)、SFRD(移位读出)。这里主要介绍SFTR(位右移)、SFTL(位左移)指令。
SFTR(位右移)指令,其指令代码为FNC34,SFTL(位左移)指令,其指令代码为FNC35,它们的源操作数和目标操作数均为X、Y、M、S, 操作元件n1指定目标操作元件[D·]的长度,操作元件n2指定移位位数和源操作元件[S·]的长度。n2≤n1≤1024,其功能是对于n1位(移动寄存器的长度)的位元件进行n2位的右移或左移。指令执行的是n2位的移位。在图14-1中,当X11由OFF变为ON时,执行如图14-2所示的右移过程。在图14-3中,当X12由OFF变为ON时,执行如图14-4所示的左移过程。