西门子CNU卡6FC5372-0AA30-0AA1
1) 了解程序的工艺流程。
2) I/O分配。把I/O分配表中的说明加在程序的注释中。
3) 理解中间位。在程序设计时肯定会用到诸多的中间位做转接,搞清楚每一步或每一网络所对应的中间位的功能,在程序中加以注释。
4) 理解定时器。程序中定时器的功能要清楚,特别是有时间日期控制的,定时器的功能是比较重要的。其意义也要记录下来。
5) 理解计数器。
6) 理解陌生指令。在“消化”别人程序的过程中,不勉会看到一些自己没用过或不熟悉的指令,这也是自己要重点理解的对象,要准备一份电子指令手册随时查找,并在程序中记录。这才是自己要学习与进步的地方。
5、 对于没有任何说明的程序进行理解。
1) 指令应用。对此类程序主要是注意程序中的指令应用。把指令截取下来,以指令名称为为文件名另存在文件夹中。
2) 分系统另存。对于能理解并能整理成系统程序加以另存,比如说程序中的时间系统、PID系统等等的程序。
3) 所有的PLC指令都是大同小异的,当以后工作中能应用到的部分可以就地取材,举一反三。
更重要的是要了解设备的工艺,只有熟悉了产品和掌握了程序的基本编写方法,才能得心应手
可编程序控制器(简称plc)是一种工业自动控制中使用的计算装置。它广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、航天、环保及文化娱乐等各个行业。小到家用设备,大到航天器材,都有plc的应用。真空干燥箱的PLC程序控制系统。
典型的plc由一个专用的cpu,一个存储器和一组输入输出端口构成,如图1所示。它通过输入端口接收来自传感器的信号,并通过输出端口发出控制信号驱动同它连接的外部设备。存储器中安放控制程序,系统的活动由控制程序所驱动。
plc程序设计具有不寻常的软件编程模式。设计中需要考虑多个并行线程,它们之间的交互作用,以及在时间域上的行为。在plc的五种主要的编程语言当中,源自继电器控制系统的梯形图语言采用了一种简单的方式巧妙地处理了并行程序设计问题,由于plc编程问题的固有复杂性,以及测试手段的缺乏,许多plc程序中依然存在大量的错误。
为了解决这一问题,灵芯实验室正在开发plc测试系统,为plc程序的调试提供解决方案。在这一系统的试用过程中,在两本plc入门教科书的6个简单程序例子中发现其中的4个程序里面至少包含8个错误。
plc系统每隔一定的时间间隔(比如5毫秒)从输入端口读入信号,执行计算,向输出端口发送输出信号。每一“输入-计算-输出”周期称为一个扫描周期。plc程序在每个扫描周期中重复执行一遍。plc的简单应用有洗衣机控制,电梯控制。复杂的应用有自动机床控制,自动化工程控制。
●一个交通灯控制程序中,绿灯闪烁控制不正常;系统启动的时候,一个方向绿灯亮,另一个方向的红灯却不亮;强通结束之后,交通灯没有立即恢复正常运行;
●一个抢答器程序在两个参赛者按下抢答按钮时,只有其中一个人的警报器能够发出警报;
●一个喷泉程序中,喷水组在几个指定时间上没有按要求停止喷水,或开始喷水;
●在另一个交通灯程序中,按下停止按钮之后,所有的灯熄灭,但两个方向人行道上却亮红灯
先看一下一个带有过载保护的接触器自锁控制的电路。
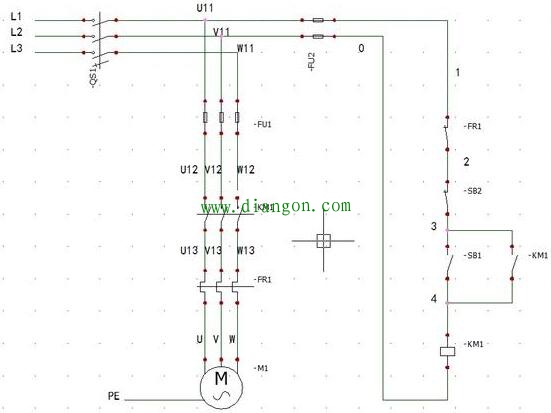
接着看看是怎么运行的?
合上电源开关QS1,三相电源经过保险FU1来到接触器km的输入端1,3,5,通过接触器的输出端2,4,6,来到热继电器的主触点输入端再从热继电器的输出端输送到电机,完成的是主电路,如果要实际接线的话,可以按照上图中线号的标注来接线,这样不会迷糊。
控制回路:合上开关后,控制电源L2流经fu2直接来到接触器km的线圈。一条控制线L1,经过保险fu2来到热继电器的常闭输入点,从热继电器的常闭输出点来到停止按钮SB2的输入点,从SB2的输出点分两条,一条进启动按钮SB1的输入点,一条进接触器辅助触点常开点的输入端,*后从启动按钮的输出端和接触器辅助触点常开点的输出端并一条线接到接触器的线圈,跟控制线L2形成回路。
简单说一下它的控制原理:启动时按下启动按钮SB1,接触器的线圈得电吸合并带动其主触点和辅助触点吸合,电动机运转。http://www.diangon.com/wenku/dgjs/jiechuqi/松开SB1,由于常开点闭合接通了通往线圈的电源,线圈依然吸合,并形成自锁,电动机依然运转,这就是接触器的自锁线路。停机时只要按下停止按钮SB2,即可切断接触器线圈的电源,接触器线圈断电释放,断开通往电动机的三相电源,电动机停止运转。
接触器互锁的电动机正反转控制线路图如下:
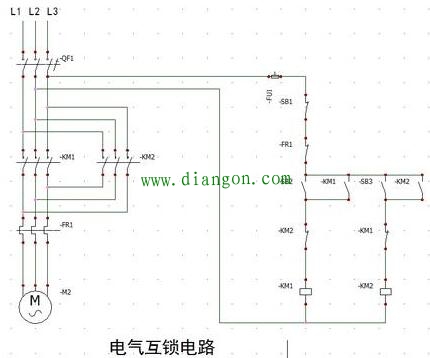
正反转的控制回路只是在KM1的正转回路上增加了一个KM2的常闭辅助触点,也在KM2的反转回路上增加了一个KM1的常闭辅助触点,这就是所谓的互锁电路。
要想让电机正反转,就要调换三相电源对电动机三相绕组的控制,才能完成,要注意看一下主回路的接线,请仔细看一下上图中两个接触器接线有哪些不同。
SIMATIC S7-200 Micro 自成一体:特别紧凑具有惊人的能力-特别是有关它的实时性能-它速度快,功能强大的通讯方案,并且具有操作简便的硬件和软件。还有更多特点:SIMATIC S7-200 Micro PLC具有统一的模块化设计-目前不是很大,未来不可*的定制解决方案。这一切都使得SIMATIC S7-200 Micro PLC在一个紧凑的性能范围内为自动化控制提供一个非常有效和经济的解决方案。
2应用领域编辑SIMATIC S7-200的应用领域从更换继电器和接触器一直扩展到在单机、网络以及分布式配置中更复杂的自动化任务。S7-200也越来越多地提供了对以前曾由于经济原开发的特殊电子设备的地区的进入。
3优点编辑SIMATIC S7-200发挥统一而经济的解决方案。整个系统的系列特点
强大的性能,
***优模块化和开放式通讯。
结构紧凑小巧-狭小空间处任何应用的理想选择
在所有CPU型号中的基本和**功能,
大容量程序和数据存储器
杰出的实时响应-在任何时候均可对整个过程进行*控制,从而提高了质量、效率和安全性
易于使用STEP 7-Micro/WIN工程软件-初学者和专家的理想选择
集成的 R-S 485接口或者作为系统总线使用
极其快速和的操作顺序和过程控制
通过时间中断完整控制对时间要求严格的流程[2]
4组成编辑基本单元S7-200系列PLC中可提供4种不同的基本型号的8种CPU供选择使用.
扩展单元S7-200系列PLC主要有6种扩展单元,它本身没有CPU,只能与基本单元相连接使用,用于扩展I/O点数.
编程器PLC在正式运行时,不需要编程器。编程器主要用来进行用户程序的编制、存储和管理等,并将用户程序送入PLC中,在调试过程中,进行监控和故障检测。S7-200系列PLC可采用多种编程器,一般可分为简易型和智能型。
简易型编程器是袖珍型的,简单实用,价格低廉,是一种很好的现场编程及监测工具,但显示功能较差,只能用指令表方式输入,使用不够方便。智能型编程器采用计算机进行编程操作,将的编程软件装入计算机内,可直接采用梯形图语言编程,实现在线监测,非常直观,且功能强大,S7-200系列PLC的编程软件为STEP7-Micro/WIN。
程序存储卡为了保证程序及重要参数的安全,一般小型PLC设有外接EEPROM卡盒接口,通过该接口可以将卡盒的内容写入PLC,也可将PLC内的程序及重要参数传到外接EEPROM卡盒内作为备份。程序存储卡EEPROM有6ES
7291-8GC00-0XA0和6ES 7291-8GD00-0XA0两种,程序容量分别为8K和16K程序步。
写入器写入器的功能是实现PLC和EPROM之间的程序传送,是将PLC中RAM区的程序通过写入器固化到程序存储卡中,或将PLC中程序存储卡中的程序通过写入器传送到RAM区。
文本显示器文本显示器TD200不仅是一个用于显示系统信息的显示设备,还可以作为控制单元对某个量的数值进行修改,或直接设置输入/输出量。文本信息的显示用选择/确认的方法,***多可显示80条信息,每条信息***多4个变量的状态。过程参数可在显示器上显示,并可以随时修改。TD200面板上的8个可编程序的功能键,每个都分配了一个存储器位,这些功能键在启动和测试系统时,可以进行参数设置和诊断。

