西门子电抗器6SL3000-0CE21-0AA0详细说明
出错条件
如果指令的回路表起始地址以及回路号操作数超出范围那么在编译期间CPU 令产生编译错
误 (范围错误) 从而编译失败PID 指令不检查回路表中的值是否在范围之内必须小心操作
以保证过程变量和设定值不超界
PID 指令不检查回路表中的值是否超界你必须保证过程变量和设定值 (以及偏置和前一次过程变
量) 必须在 0.0 到 1.0 之间
如果 PID 计算的算术运算发生错误那么特殊存储器标志位 SM1.1 (溢出或非法值) 会被置 1 并且
中止 PID 指令的执行 (要想消除这种错误单靠改变回路表中的输出值是不够的正确的方法是
在下一次执行 PID 运算之前改变引起算术运算错误的输入值 而不是更新输出值)
回路表
36 个字节的回路表的格式如表 9-19 所示
表 9-19 回路表格式
偏移地址 域 格式 类型 描 述
0 过程变量
(PVn)
双字 - 实数 输入 过程变量必须在 0.0 1.0 之间
4 设定值
(SPn)
双字 - 实数 输入 给定值必须在 0.0 1.0 之间
8 输出值
[NextPage]
(Mn)
双字 - 实数 输入/输出 输出值必须在 0.0 1.0 之间
12 增益
(KC)
双字 - 实数 输入 增益是比例常数可正可负
16 采样时间
(TS)
双字 - 实数 输入 单位为秒必须是正数
20 积分时间
(TI)
双字 - 实数 输入 单位为分钟必须是正数
24 微分时间
(TD)
双字 - 实数 输入 单位为分钟必须是正数
28 积分项前项
(MX)
双字 - 实数 输入/输出 积分项前项必须在 0.0 1.0 之间
32 过程变量前值
(PVn-1)
双字 - 实数 输入/输出 *近一次 PID 运算的过程变量值
PID 指令编程举例
在本例中有一水箱需要维持一定的水位该水箱里的水以变化的速度流出这就需要有一个水泵
以不同的速度给水箱供水以维持水位不变这样才能使水箱不断水
本系统的给定值是水箱满水位的 75% 时的水位过程变量由漂浮在水面的水位测量仪给出输出
值是进水泵的速度可以从允许*大值的 0% 变到 ****
给定值可以预先设定后直接输入到回路表中过程变量值是来自水位表的单极性模拟量回路输出
值也是一个单极性模拟量用来控制进水泵速度这两个模拟量的范围是 0.0 1.0 分辨率为
1/32000 (标准化)
在本系统中只使用比例和积分控制其回路增益和时间常数可以通过工程计算初步确定 但还
需要调整以达到控制效果初步确定的增益和时间常数为
KC 是 0.25
TS 是 0.1 秒
TI 是 30 分钟
系统启动时关闭出水口用手动控制进水泵速度使水位达到满水位的 75% 打开出水口
水泵控制从手动方式切换到自动方式这种切换由一个输入的数字量控制描述如下
I0.0 位控制手动到自动的切换 0 代表手动1 代表自动
当工作在手动控制方式下可以把水泵速度 (0.0 1.0 之间的实数) 写到 VD108 (VD108 是回路表中
保存输出的寄存器)
图 9-28 是本控制实例的程序
LAD STL
Network 1
LD SM0.1 //在扫描调用初始化子程序0
SIMATIC S7-200
STEP 7-Micro/WIN V4.0 SP5
STEP 7-Micro/WIN 附加命令库
MLFB:
STEP 7-Micro/WIN V4.0 SP5 单张许可证- 6ES7 810-2CC03-0YX0
STEP 7-Micro/WIN V4.0 SP5 升级 - 6ES7 810-2CC03-0YX3
STEP 7-Micro/WIN 附加命令库- 6ES7 830-2BC00-0YX0
推出时间: 2007年2月
产品简介: STEP 7-Micro/WIN SP5 升级用户安装的 STEP 7-Micro/WIN 附加命令库。升级包含下列新指令:
Modbus Master Port 0 (v1.2)
Modbus Master Port 1 (v1.2)
USS Protocol Port 0 (v2.3)
USS Protocol Port 1 (v2.3)
对客户好处:
------在新的Modbus RTU主站功能的帮助下,客户可以用Port0或Port1建立Modbus RTU网络。以前只有Modbus RTU 从站可用,现在S7-200在RTU network中既可作主站也可作从站。以前的USS库只能用于Port 0,现在新的USS库可用于Port 0 或 Port1,在CPU 224XP 和 CPU 226上都很有效。既然USS库可用于Port 1,就留出Port 0用于PPI通讯或Freeport通讯,如Modbus、GPRS等
控制系统介绍
1)系统控制范围
原材料入库、输送—水泥粉磨(I、II线)—水泥出库及包装系统。
·原料储存及输送工艺流程:石膏破碎及输送→矿渣入库→石灰石入库→熟料输送入库→原料入磨头仓收尘器→原料入磨头仓→熟料入磨头仓→石膏入磨头仓→石灰石入磨头仓→矿渣入磨头仓
·水泥磨机工艺流程:
磨稀油站→水泥入库→水泥磨→水泥磨控制→磨辊压机→物料入水泥磨/辊压机→粉煤灰入水泥磨
·水泥出库及包装工艺流程:
库顶收尘→水泥库顶斜槽风机控制→水泥入库
2)自动控制回路
·粉磨1中及粉磨1尾。
·水泥小仓仓重控制系统。
·粉磨1尾负压控制系统。
·粉煤灰小仓固体流量计控制系统。
3)顺控停机时间
[NextPage]
为确保设备安全和空负荷启动,需对设备停机时间进行规划。
·原料调配及输送。
·水泥粉磨。
·石灰石及辅助原料入配料库。
·水泥储存及输送。
4)水泥粉磨控制系统介绍及配置
系统监控软件为西门子WINCC5.0,控制系统选用德国西门子公司SIMATICS7-400控制器及ET200MI/O进行信号的采集与处理。具体配置如下:
·辅助原料及水泥粉磨二线部分配置一台SIMATICS7-400控制器,带12个ET200M远程站对水泥粉磨二线及原料配料部分所有模拟量和数字量进行控制。其中,水泥粉磨二线一台辊压机系统通过PROFIBUS-DP与SIMATICS7-400控制站进行数据通讯。配置一台WinCC操作站,作为对原料配料及水泥粉磨部分的组态编程及操作。
·水泥粉磨一线及水泥库顶部分配置一台SIMATICS7-400控制站,带8个ET200M远程站对水泥粉磨一线及水泥储存(库顶)部分所有模拟量和数字量进行控制。其中,水泥粉磨一线一台辊压机系统通过PROFIBUSDP与SIMATICS7-400控制站进行数据通讯
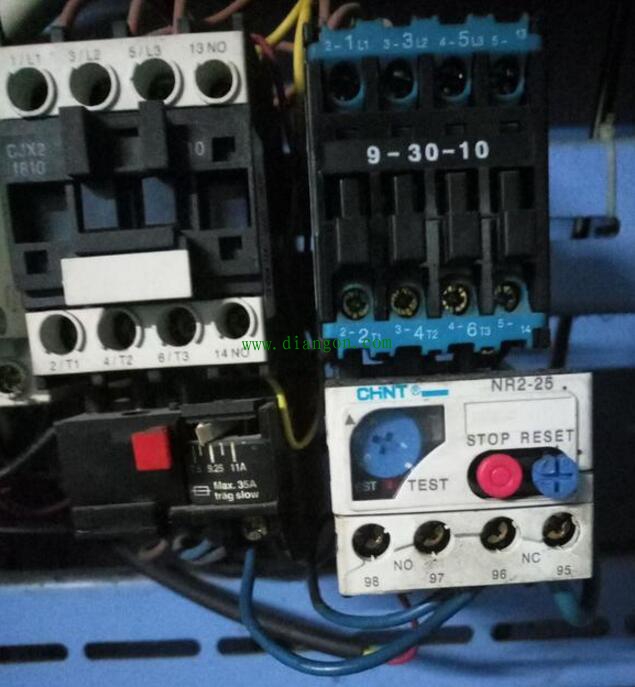
| 一、热继电器复位方式的调整 热继电器的复位方式有手动复位和自动复位两种方式。 (1)手动复位是指:热继电器过载保护动作后,必须用手按下复位按钮,才能使其常闭触点恢复闭合,手动复位应等2~3min后才能进行,因为其内部弯曲热片需要冷却;
|