西门子6SL3120-1TE15-0AD0详细说明
分步操作原理:
在K-TP178micro触摸屏上设定主轴转速,为保证主轴有足够的扭矩,程序会选择主轴齿轮箱采用合适的档位(两个数字量输出点驱动两只气缸动作),以保证电机能在1800r/min_2500 r/min之间运行.驱动器通过电机的编码器反馈构成闭环控制,以提高运行精度.速度给定由PLC输出端口的PTO脉冲调制来驱动,编码器信号由PLC的高速记数端口采集,用于实际速度的显示和在同步模式中的速度计算.
运行时,主轴会按照一个恒定的转速运行,可在K-TP178micro中设定刀具运行的进刀速度,进给量,及刀具的进刀次数.
同步操作原理:
运行模型

软件构成:
1、把凸轮旋转一周360度分成24等份,平均每等份15度。运行时,利用CPU226CN的配方功能,把凸轮的运行速度和圈数用编码器脉冲数的形式存入配方中,输入对应的系数,选择主轴齿轮箱的速比。
2、把从轴(走刀和进刀)对应于主轴相对位置的旋转量用编码器脉冲数的形式也存入配方中,输入对应的系数,齿轮箱速比为50:1。
3、开机后,程序先把主轴、走刀和进刀,三个运行配方调入V存储区,乘上他们各自的系数和速比后进行对比,结果分别送入三个驱动器速度给定的脉冲调制PTO区。
4、一次走刀和进刀周期结束后,进入第二个循环周期,按三个运行配方中的第2条配方,把对应数值送入V存储区,重复步骤3的内容。在程序中共可设定60条配方条目。
5、运行完所有的配方条目,把零件从棒料上切断,同是程序计数,进料驱动器运行,进入下一个零件的加工周期。如无料或数量达到,停机。

配方构成

主程序构成
结束语:
新型号的S7-200CN PLC,指示执行速度更快,内存更大,增加了配方的功能,胜任车床对PLC的要求,也因为采用了S7-200CN的PLC,使车床加工零件的品种更多,更换程序更容易,也使对车床开发变得更加简单,更新速度更快.实际使用中,可以达到0.005mm精度,基本满足产品精度的要求.
西门子PLC在高压水除鳞系统中的应用
一、 系统.概述
高压水除鳞系统是现代热轧钢生产工艺中,保证产品质量的环节。我厂生产的高压水除鳞设备主要由:泵站﹑循环阀组﹑高位水箱﹑过滤器装置﹑除鳞装置﹑辅助控制系统﹑热金属检测仪及电气控制系统等组成。
电气控制系统,它采用是西门子S7-300 PLC﹑西门子变频器﹑人机界面(简称MHI)装置-触摸屏等组成,采用可编程控制器PLC作为核心部件,其控制更为安全﹑可靠﹑方便﹑灵活,自动化程度更高。
二、 系统结构与硬件配置
本系统是一个基于PROFIBUS现场总线的分布式控制系统。西门子ET200作为分站操作台通过PROFIBUS接口于主站通讯,人机界面(简称MHI)装置—触摸屏是通过MPI接口与PLC进行通讯。
系统配置图如下:

触摸屏显示操作 CPU主站控制 ET200分站操作台
本系统硬件采用CPU 312C-2DP ﹑分布式IO采用ET200M ﹑数字输入模块 ﹑数字输出模块及模拟输入模块等。人机界面(简称MHI)装置-触摸屏采用 PWS 3261 TFT 10.4英寸 触摸屏。
硬件配置图如下:

主站硬件配置

分站硬件配置
三、主程序结构
系统主程序由OB1, 如图所示

组织块OB1调用功能块FC1(液压站控制) ﹑FC2(润滑站控制) ﹑FC3(高位水箱控制) ﹑FC11(粗除鳞控制) ﹑FC12(精除鳞控制)来自动完成控制﹑比较﹑运算﹑报警等功能。
数据块DB1 DB2 DB11是用来分类存储设备或生产中的变量值。数据块也是用来实现各逻辑块之间的数据交换,数据传递和共享数据的重要途径。
四.系统的控制过程及特点
高压水除鳞系统是由除鳞控制回路﹑高位水箱控制回路﹑液压控制回路﹑润滑控制回路等组成。有手动,自动两种控制方式,灵活的操作方式:可以现场操作台操作,也可以控制室触摸屏操作。有报警及故障自动停车功能。通过触摸屏可以简单﹑方便的参数设定
相电压是指任意一相(火线)与零线之间的电压,为220V,也就是题主说的一根火线也零线之间的电压。
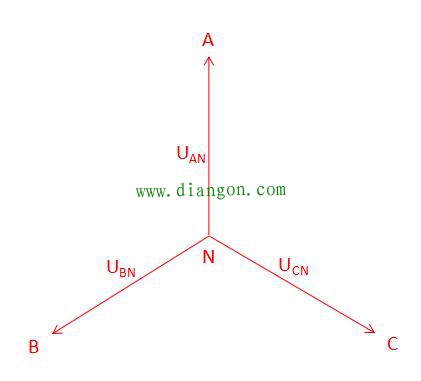
三相电压任意一相(火线)与零线之间的电压为220V,任意两相之间的相位差为120度,下图就是相电压的矢量图,UAN,UBN,UCN分别是相电压,可以理解为线段AN,BN,CN的长度为220。
根据上文中线电压的定义,线电压是任意两相之间的电压,即UAB,UBC,UCA分别是线电压
UAB=UBN-UAN
UBC=UCN-UBN
UCA=UAN-UCN
矢量图可以标示为如下图,线电压的大小可以理解为线段BA,CB,AC的长度。
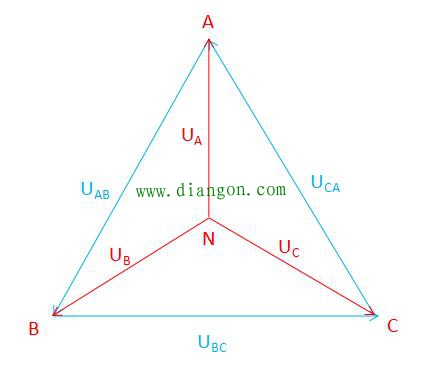
有了以上的说明,线电压与相电压的大小关系就可以转化为上图的几何关系,由于A, B, C之间相差120度,三角形ABN为顶角为120度的等腰三角形。根据几何关系,线段AB的长度为线段AN的1.732倍(根号3倍),即
相电压(火线与零线之间)为220V时,线电压(两根火线之间)为220V*1.732=381V(约等于380V)。”
对于以上内容有网友提到三相电源的三个绕组有两种连接方式:星形连接和三角形连接。记得上学时的确有说到这两种连接,但因于本人并不是电工,我不确定在我国的三相电网是不是这两种连接的电源都有?(如果有人清楚的话欢迎给我普及一下)对于这个问题,我在网上也查了一下,说法是“我国低压配电系统中,大都采用三相四线制,线电压为380V,相电压为220V,标注为380/220V”,也就是星形连接(如果是三角形连接的话线电压等于相电压)。在我们公司我接触到的三相电源线电压也是380V,相电压为220V,以下说明中还是以星形连接的三相电源为例,从三角函数的角度进行解释和说明。至于为相电压是220V(不包括船用或其它特殊情况),这个我认为是国家规定的,不同国家的电压是不同的,这里不作讨论。这里只讨论我国低压配电系统中的三相四线制电源中相电压是220V时,为什么线电压是380V?
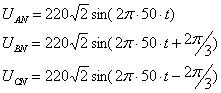
由于我国的三相电源中每一相电源的电压有效值为220V,频率为50Hz,相位差为120度(2pi / 3),三个相电源的电压UAN, UBN, UCN用三角函数公式分别表示为:
根据上文中线电压的定义,线电压(火线之间)是任意两相之间的电压,即UAB,UBC,UCA:
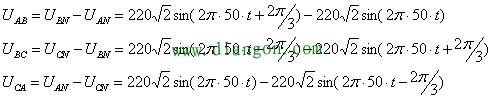
上式整理后为:
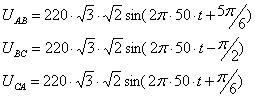
从以上线电压(火线之间)的三角函数公式中可以看出,线电压的有效值为220(相电压)的根号3倍,即220*1.732=381V(约等于380V)。
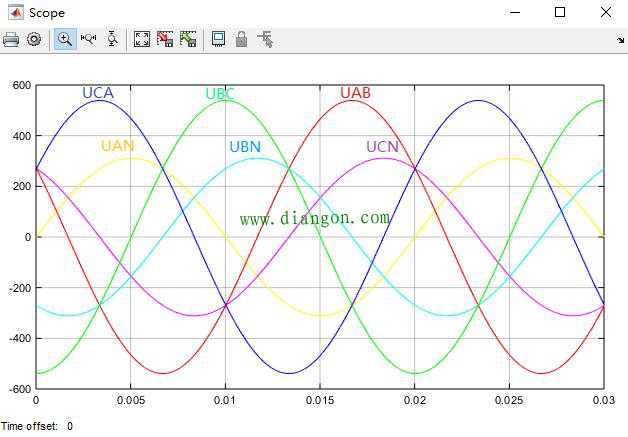
以下是用Simulink仿真的结果,与以上理解分析是一致的
相电压(火线与零线之间)仿真:
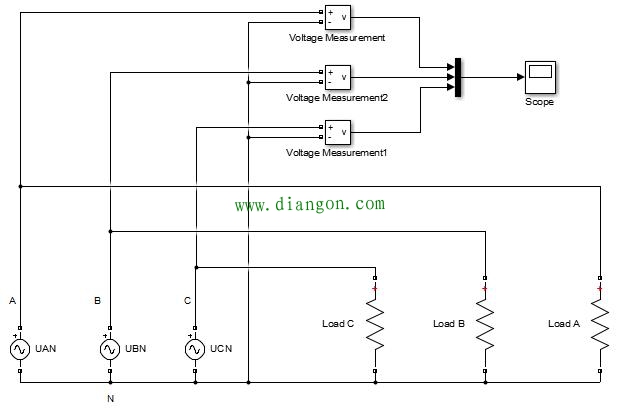
相电压(火线与零线之间)波形:

相电压(火线与零线之间)、线电压(火线之间)仿真:
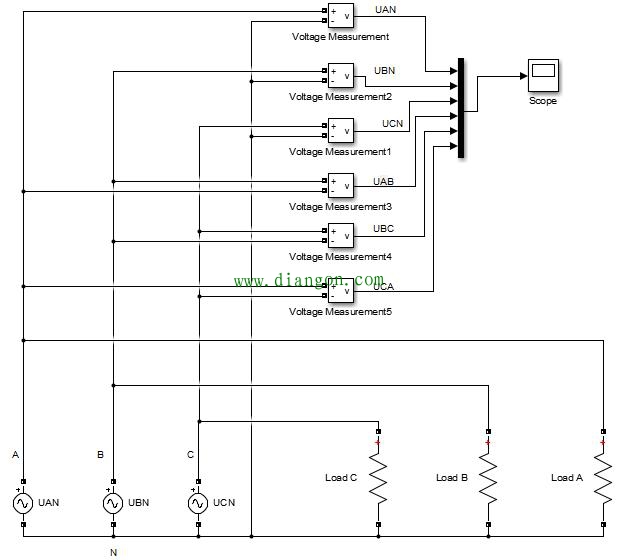
相电压(火线与零线之间)、线电压(火线之间)波形: