重庆西门子专业授权代理商
工艺概述
轧制好的钢板经横剪后,送至剪前辊道,通过激光划线装置对钢板切边的位置进行光学定位,人工操纵钢板对正装置将钢板对正,由夹送辊将钢板夹紧并自动按设定步长送板并进行剪切;碎边剪也开始动作将板边切断后,由碎边运输机把板边运走;钢板在剪切过程中由八只夹送辊防止钢板的跑偏,自动完成钢板的连续剪切,剪切完的钢板由剪后辊道送入下一个工作区,而双边剪开始剪切下一钢板。
3 硬件配置
整个控制系统主要有两套S7-400组成:工艺PLC与传动PLC。
工艺PLC在主控室设有2个扩展机架,在操作室配备4个ET200M站;传动PLC则在主控室设置12个ET200M站,以对每套6RA70装置进行准确控制。每个ET200M通过Profibus-DP与各自的CPU交换数据,来实现对现场数据的采集,以及对现场设备的控制。而两套PLC之间利用CP443-5通讯模块,采用FDL协议进行通讯,以实现数据的传递与共享。
S7-400上面设有Ethernet网来实现生产系统的调度、管理和维护。
4 系统软件控制
整个主控程序采用模块化设计。对于每一个子系统,有一个专门的功能块与之对应;一旦系统发出请求,程序调度中心马上调用该功能块进行应答处理。处理完毕后再发送相应的反馈信息至主控程序。单个系统的升级及维护并不影响主控程序的运行。软件结构见图2。
5 双边剪APC控制
双边剪APC由主剪APC和步长APC组成。控制原理图如图3。
5.1 主剪APC
主剪系统的主要功能为自动剪切钢板。
主剪系统由固定剪和移动剪组成,有四台300KW的直流电动机提供动力,其中固定侧和移动侧各两台,每一侧的电机采用电枢串联,串联后由一台6RA70装置供电控制。固定侧和移动侧之间采用机械硬轴连接来实现速度的同步。主剪的滚动剪切主要是通过编码器对偏心轴进行相位控制来完成。偏心轴转动0~360℃,主剪相应地也滚动一圈。
主剪控制分为自动、半自动与手动模式。
5.1.1 在自动模式下,由安装于入口端移动侧上夹送辊的编码器完成对钢板的自动测厚,根据板厚,主剪自动选择剪切速度进行剪切。
当钢板*个设定步长送到位后,主剪从零位启动,开始不停地滚动剪切。当光电检测开关检测到较后一个步长后,主剪剪切较后一刀。当偏心轴角度到达249℃时,主剪调用APC,减速回到零位,至此,整个自动剪切过程完毕。
5.1.2 在半自动模式下,人工选择剪切速度,其它与自动模式一样。
5.1.3 手动模式只有在检修和系统故障时才使用。
主剪动作时与其它装置有以下联锁:
(a)液压和润滑系统正常
(b)碎边运输链工作
(c)出口侧上夹送辊在上位
(d)机架横移夹紧
(e)换刀台在原位
(f)碎边支架抬起
(g)主碎刀间隙调整结束
上述条件满足后,自动剪切启动有效。
5.2 步长APC控制
步长由夹送辊和辊道系统控制。
夹送辊采用八台45KW的进口直流电动机驱动;入口端和出口端两个下夹送辊之间分别采用机械硬轴连接,各有两台直流电动机驱动,而相应的上夹送辊各自两台单独驱动,在运送钢板时由钢板作为媒介同步。
为了正确协调好各个夹送辊之间的速度与力矩关系,此系统的传动装置设置了“主从"方式以进行控制。
5.2.1 当钢板未进入DSS时,系统设置为“一主一从"方式。移动侧下夹送辊的速度值作为主令速度值,固定侧下夹送辊作为从动速度跟随。
***备件*** SINAMICS S120 变频器 功率模块 PM340 输入:3AC 380-480V,50/60Hz 输出:3AC 90A(45kW) 结构形式:块大小 尺寸 FSE 安装有进线滤波器 内部风冷
SIMATIC PCS 7 AS 410 SMART UC PO800, CPU410 SMART 过程自动化 针对 S7-400 和 S7-400H 带有 1x UC 120/230V 4A 电源, 带 UR2(9 插接位) 钢制组件架, 带系统扩展卡 多 800 个过程对象, 预装并且经过检测
具有非隔离模块的 ET 200PA SMART 的组态
具有非隔离模块的组态中的电位关系
下图以使用 S7-300 系列模块的非隔离型模拟量输入/输出模块 SM 334;AI 4/AO 2 x 8/8 位为例,显示了具有接地参考电位的 ET 200PA SMART 组态的电位关系。
图片: 具有非隔离模拟量输入/输出模块 SM 334;AI 4/AO 2 x 8/8 位的组态中的电位关系
具有隔离模块的 ET 200PA SMART 的组态
定义
在具有隔离模块的组态中,将参考电位与控制电路(M 内部)和负载电路(M 外部)进行电气隔离(另请参见下图)。
应用领域
电气隔离模块用于:
所有 AC 负载电路
具有独立参考电位的 DC 负载电路,例如:
- DC 负载电路,其编码器具有不同的参考电位(例如,如果在远离控制器的位置使用接地编码器,以及无法等电位连接时)
- 直流负载电路,其正极(L +)接地(电池电路)。
隔离模块和接地原则
不管 ET 200PA SMART 的参考电位是否接地,都可以使用隔离模块。
具有隔离模块的组态
下图显示了具有隔离输入和输出模块的 ET 200PA SMART 组态的电位关系。
图片: 具有隔离模块的组态的简单表示
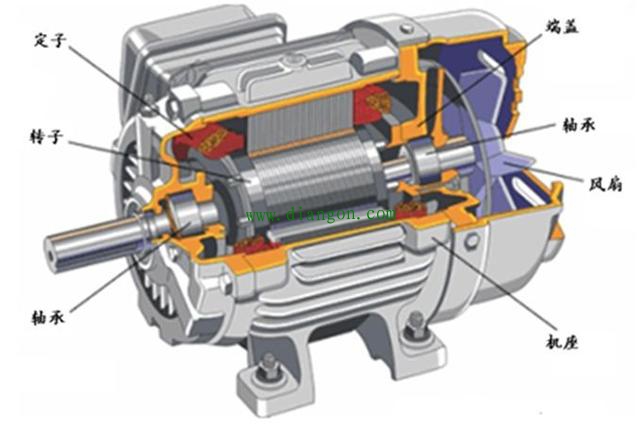
| 额定电压不一样,启动和工作电流不一样,电压越高,电流越小,电机的绝缘和耐压也不一样,电机绕组的导线也一样,同样功率的电机,高电压的电机导线比低电压的要少,使用的电缆也不一样。380伏电机和6000伏电机在结构上主要有几点区别:第一是线圈的绝缘材料有所区别,380伏电机,线圈主要采用漆包线或其他简单的绝缘,6000伏电机的绝缘通常采用多层结构,结构更复杂,耐压程度更高。第二是散热结构上的区别,380伏电机主要采用同轴风扇直吹散热,6000伏电机大多数带有独立的散热器,通常有两种风扇,一组内循环风扇,一组外循环风扇。两组风扇运转,在散热器上进行热交换将热量排出电机外面。第三,轴承结构不同,低压电动机通常前后各有一组轴承,而6kv高压电动机,因为负载较重,通常轴伸端会有两组轴承,非轴伸端的轴承数量根据负载情况而定,而特别大型的电动机会采用滑动轴承。
|
| 接触器,电工一定都不会陌生,因为简单实用得以普及。只要有机电控制,需要运转和点动频繁切换的几乎都离不开接触器,因为在纺织行业,接触的纺织设备电机都需要在正反,快慢之间不停的转换,甚至有时还要超启动,也就是常说的三角形启动和Y启动切换,一方面对电机的质量要求比较高,另一方面对接触器的要求也比较高,遇到接触器故障也比较多,因为换的多了,根据自己的经验和经过自己的留心观察,出了一些简单判别接触器好坏的方法,在此分享一下:
|
