西门子6ES7307-1BA01-0AA0详细说明
异构PLC实现三菱伺服**位置值的读取
1 引言
1.1 三菱伺服**位置传输功能
三菱mr-j2s及mr-j3系列伺服系统内置**位置数据传输协议,通过驱动器三个输入和三个输出数字量端口与plc的三个输出三个输入口相配合,实现伺服电机**位置向plc的传输。plc读取伺服电机的**位置数据后,可方便地构成一个**位置系统。这在许多情况下,非常有实际应用价值。在这里要说明的是,以上所述的**位置传输协议并非是三菱伺服系统本身也具有的通讯协议。前者是通过伺服驱动器和plc的数字i/o口实现的,后者是通过在rs422通讯口实现的。
1.2 **位置读取
作为配合,三菱fx系列plc也内置了**位置读取指令(dabs指令),可方便地读取三菱伺服的**位置值。在三菱家族的a系列和q系列中并没有提供**位置读取指令,当然其它品牌的plc更没有与之配合的**位置读取指令了。从三菱的产品线来说,其q系列plc提供了qd75m位置模块,使用b系列的伺服驱动器,通过sscnet总线来实现实时的**位置通讯。在一些低端应用场合及其它品牌plc作为控制器的场合使用其伺服驱动器**位置传输协议来构建**位置系统还是非常有意义的。换言之说,有必要对于fx系列之外的plc,开发并提供一种对三菱伺服**位置值读取的的方法。下面我们以三菱q系列plc为例就这一问题展开讨论。
2 三菱伺服**位置传输协议
2.1 位置传输协议的信号定义
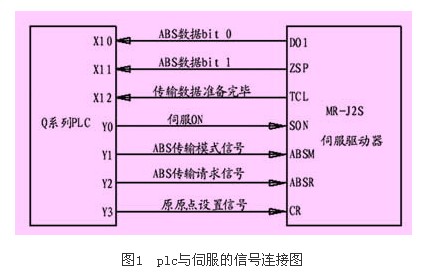
图1是伺服驱动器与plc的信号连接图。在本传输协议中,以plc为主机,伺服驱动器为从机,既plc发出传输指令后启动传输过程。在plc输出的四个信号中,y0-y2参与了数据传输,y3并不参与传输。y3用于对所构建的**位置系统设置原点。在y0-y2中,y0用于给出伺服开启信号,y1用于对伺服发出abs传输模式指令,使伺服驱动器处于数据传输状态。这时伺服驱动器将改变某些输出端的定义(后述)。y2用于发出数据传输的请求,与“传输数据准备完毕”信号配合,完成伺服驱动器发送数据和plc接收数据的同步。plc的三个输入信号x10-x12接收来自伺服驱动器的输出信号,x10、x11是两位位置数据信号(bit0、bit1),x12为传输数据准备完毕信号,是一个同步信号。该三个信号原来在伺服驱动器内另有定义,伺服驱动器在接收y1给出的传输模式指令后自动切换成当前这种功能。
2.2 位置传输协议数据交换说明
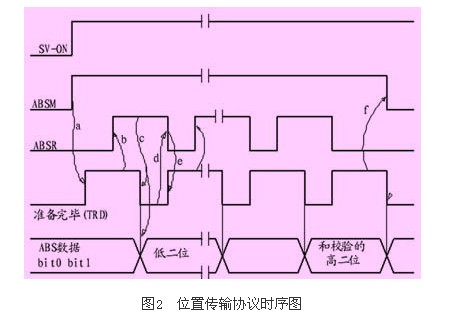
在图2中,plc给伺服驱动器给出伺服开启信号sv-on和abs传输模式信号abs后,plc和伺服驱动器将按照下列顺序进行进行数据传输:
(1)伺服驱动器接到absm信号后,检测和计算**位置数据,切换do1、zsp、tlc的功能为bit0、bit1、数据传输准备完毕(trd)功能;并将trd置1。
(2) plc接到trd=1的信号后,将abs请求信号absr置1,送到伺服驱动器。
(3)伺服驱动器接到absr=1的信号后,在bit0、bit1上输出二位数据,并将trd置0,通知plc,二位数据已输出。plc可以读数据了。
一、简述
缸体、曲轴、连杆、凸轮轴、缸盖为发动机五大件。连杆体及连杆盖上的大头孔用螺栓和螺母与曲轴装在一起,通过气体压缩,点火,爆炸膨胀为汽车提供前进动力。为了减少连杆大头孔与曲轴之间的磨损以及便于维修,连杆的大头孔内装有薄壁金属轴瓦。在发动机装配之前,需要对连杆进行超声波清洗,在清洗之前需要拆卸连杆螺母和螺杆以及连杆盖。如图1所示,是连杆、活塞结构示意图。

图1 连杆、活塞结构图
早期连杆螺母拆装是人工手持拧松枪作业。随着汽车工业的快速发展,汽车厂商根据零部件的设计标准,对装配、拆卸工艺环节制定了相应的技术标准,在螺母的拧紧力矩、拧紧方法等方面严格操作,从而减少失误,保证质量。自动化的拧松机,拧紧机自然诞生了。拧松操作环节如下:将连杆总成放置在拧松机工位,双手按下拧松起动按钮压紧气缸动作压紧连杆大头环;拧松枪推送气缸伸出到位,拧松机张开到位,拧松枪头定位,拧松机张开缸复位,拧松控制器根据操作人员设定的拧松参数,将拧松力矩和度数送至拧松枪,实现了在拧松控制器的控制下,拧松螺母;拧松枪推送气缸缩回,夹紧气缸复位,拧松完成。如图2所示。

图2 拧松机工位图
二、控制系统构成
1、TWINCVI II控制器
TWINCVI II 控制器可以控制一个或二个手持式的ER型或固定式EM型的电动工具。控制器出厂时就设定为直接使用。默认设置可以满足大部分的应用需求。根据操作模式是同步或是异步, TWINCVI II包括一个或二个控制站。操作模式应该根据应用和轴数来选择。控制器默认的是异步模式。

图3 拧松机控制器
2、控制系统构成及作用
硬件配置及结构
PLC:三菱FX2N-32MR 1台
气缸:SCJ 40*75 4套
拧松控制器:TWINCVI II 1台
拧松工具:EM60-20J 1对
其他:电气元件,气动阀组元件 1套
系统组成结构如图4所示

图4 系统组成结构图
PLC作为控制系统的核心器件,接收操作人员指令,并判断气缸的位置,并将拧松信号输送给拧松控制器,控制器根据已设定的拧松扭矩和角度,将拧松信号传递给电动执行器。
三、电气控制原理图
1、根据电气控制需求,绘制电气原理图及接线图,信号指示以及继电器采用24VDC电源供电。PLC控制器、拧松控制器、电磁阀组采用220VAC交流供电。如图5、图6、图7所示。

图5 控制系统电源分配图

图6PLC控制回路

图7 电磁阀驱动及拧松器电源控制
2、拧松器与PLC的信号连接

信号注释:
Ready:就绪 当控制器在正常运转状态时,此信号为“ 1”。
cycle in progress 循环中:对启动循环请求的反应。在循环结束时降为“0”。
Commons 继电器的公共端
不合格报告公共端 针21
合格报告公共端针22
复位公共端 针23
通用公共端 针4
用于除21-22-23外的所有输出
cycle number 循环号: 二进制码1-2-4-8-16。超过31的号码,循环通过总线网络/键盘/PC/条码/ISaGRAF程序进行选择。循环从n�1到n� 250进行编号(每个通道250个循环)。
accept report 合格报告 当循环结果并且报告合格时送到PLC。
reject report 不合格报告 当循环结果并且报告不合格时送到PLC。
start cycle 循环启动 只要信号为“1”,就运行循环。信号跌落时,循环停止,报告送到PLC。
3、控制器与PLC输入输出接线标准

控制器与PLC的连接图如图8所示。

图8 拧松控制器与PLC的接线图
四、设备运行状况及优势
发动机连杆拧松的自动化工艺设计解决了因人工操作存在的质量隐患,提高了生产效率,具备良好的防错能力,确保了拧送过程中的平衡性,提高了在线质量控制水平,为后续的装配质量提供了保证。在现代化的发动机装配线,活塞连杆的全自动拧松工艺的应用属创新案例,具备较好的可拓展性,能更好地适应混线大批量生产现状。在发动机制造领域,我们应大力推广自动化工艺的应用。设备自2007年投入使用以来,运行稳定,工人认同度高