6ES7307-1BA01-0AA0技术参数
PLCCPU以一定的扫描速度重复执行上述三个阶段。 输入采样 PLC以扫描方式依次地读入所有输入状态和数据,输入采样阶段。并将它存入I/O映象区中的相应单元内。输入采样结束后,转入用户程序执行和输出刷新阶段,在这两个阶段中,输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会发生改变。如果输入的是脉冲信号,则该脉冲信号的宽度必需大于一个扫描周期,才能保证在任何的情况下,该输入才均能被读入。 用户程序执行 PLC总是按由上而下的顺序依次地扫描用户程序(梯形图),每扫描到一条梯形图时,用户程序开始执行。其总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态。或者刷新该输出线圈在I/O映象区中对应位的状态,再确定是否要执行该梯形图所规定的特殊功能指令。 用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化。排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起到作用。排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。 输出刷新 当扫描用户程序结束后,PLC就进入了新的输出阶段。在此期间,CPU依照I/O映象区内对应的状态和数据,刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时才是PLC的真正输出。 根据其排列次第的不同,同样的若干条梯形图,其执行的结果也有所不同。采用扫描用户程序的运行结果与继电器控制装置的硬逻辑并行运行的结果也有所区别。当然,如果扫描周期所占用的时间对整个运行来说可以忽略,那么二者之间就没有什么区别了。辐射干扰符合 EN 50081-1 和内部通信总线(C-bus):UL 认证设计与操作 4)编程容量增大,从几K字节增大到几十K,甚至上百K字节。 2、使用威纶触摸屏MT6100IV3的系统保留寄存器激活穿透功能? 水/污水诊断定期出现高电磁干扰
逻辑阶段逻辑阶段就是可以实现继电系统中的一般逻辑性设计,既然是继电系统电力拖动知识就是该阶段的基础。来说学继电系统关键在于一个"抢",继电系统之能实现逻辑控制就在这个上。继电系统中主要就有那么三个东西:A常开、B常闭、C线圈。这就对应了PLC中的基本元素了,只阅读的方法有所不同。那么可不可以把原来的继电系统照搬呢?不行!二者的工作方式迥然不同。继电系统中的所有硬元素是同一时态开始竞争的,而PLC中的所有软元素是通过PLC的CPU来进行扫描计算处理后计算出该时态的结果,这便是PLC的扫描循环工作方式。由此不难看出在本阶段我们的学重点应该放在:1.学电力拖动,对照PLC梯形图中的常开、常闭、线圈;2.能完成简单的系统设计。

它也要占用两个通道的地址。在编程计算机和CPU实际联机时,使用Micro/WIN的菜单命令“PLC>Information",可以查看CPU和扩展模块的实际I/O地址分配。模拟量输出模块总是要占据两个通道的输出地址。即便有些模块(EM2只有一个实际输出通道。
将输出信号写入到输出映像区输出硬件延时(从输出缓冲区状态改变到输出点真实电平改变的时间)。

顺控阶段
顺序控制在工业中的应用相当广泛,例如一般性的自动机床它就是一个顺序控制过程。PLC设计中实现顺控的有两种方法:一PLC中的顺控指令如三菱STL;二起保停控制方式。不管哪种控制方式在设计伊始我们要完成的是"流程",它是系统构成的脉络主要有三个方面:一"步"二"活动步"三"转换条件"。此阶段重点是:1.掌握系统脉络设计系统流程;2.掌握"起保停"控制方式,把流程图转换成梯形图,可以完成一般性的系统设计
通讯 S7-200系列PLC可提供4个不同的基本型号的8种CPU供使用。有6种扩展单元,它本身没有CPU,只能与基本单元相连接使用,用于扩展I/O点数。S7-200系列PLC的编程软件为STEP7-Micro/WIN
产品详情
V90 在机械成型机的应用
河北某机械有限公司专营工程机械 机械动力装置 机械零部件 ,作为经营工程机械机械动力装置机械零部件的企业,技术实力在同行业里雄厚。
该公司拥有自己的技术团队,无论是在机械加工,还是电气设计上均能够独立完成调试。
本项目为动力机械零部件成形机械,用S7-1200+V90实现定位功能,客户独立完成了调试工作。
本项目S7-1200选用 CPU 1217C 用于位置控制,支持5V差分脉冲信号输入。V90选用高惯量电机,来与现场机械惯量匹配,为设备提供了更好的稳定性。


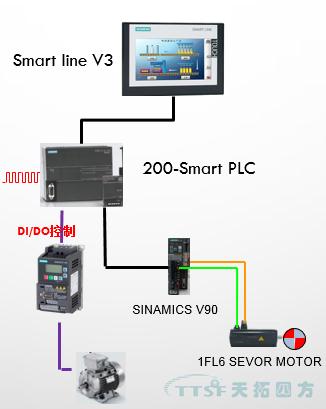
V90 在自动堆垛机上的应用
唐山某自动化有限公司专营工业自动化控制、包装设备、称重设备、计算机软件控制、机器人自动码垛控制系统、配料系统、制粒自动控制系统、预混料配料系统。凭借在自动化1域的专业水平和成熟的技术,在工控1域迅速崛起,依靠科技求发展,不断为客户提供高科技产品。并实现用伺服代替机器手的带头人。
现场设备主要为X、Y、Z三轴独立工作,通过PLC控制三轴之间的协调动作。
其中PLC用的是200-SMART ST40带100KHz脉冲输出。且用一套SMART 即可。并用SMART LINE V3的触摸屏作为上位系统,方便操作。
驱动器用的是西门子V90 高惯量系列,满足现场机械负载的惯量比例。现场运行稳定,并试验成功。


V90 在贴标机上的应用
武汉某技术有限公司经营主要以非标机床和高速立式数控加工中心及自动化专机和加工中心生产线。公司拥有多个成熟的工程师调试工艺方案,打标机是主要案例之一。
本项目为打标机工艺,运用1轴伺服作为定位,运用普通变频(V20)作为行走。
其中PLC用的是200-SMART ST40带100KHz脉冲输出。共用1套SMART ,以及其他的DI/DO模块。并用新型的SMART LINE V3的触摸屏作为上位系统,分辨率更高,响应速度更快。
驱动器用的是西门子V90 高惯量系列,满足现场机械负载的惯量比例。现场运行稳定,并试验成功。