西门子6ES7214-1BG40-0XB0技术参数
1.感应同步器:
感应同步器根据用途不同和结构特点分成直线式和旋转式(圆盘式)两大类,直线式由定尺和滑尺组成,旋转式由定子和转子组成,前者用以测量工作机构的直线位移,后者用以测量旋转角度。


图所示为直线感应同步器结构。定尺和滑尺由一系列开口线圈串联而成,其中一尺产生分布的交变磁场,另一尺则作为读出装置。由图可见,当两个线圈的轴线重合时,读出的信号尽大;而当两个线圈的轴线错开时τ/2,输出为零。同理,当滑尺继续移动τ /2时,输出信号大,但相位
2.值脉冲编码器:
值编码器通过读取编码盘上的图案来表示轴的位置。它由一组二元信号(“0”和“1”)按一定规律组成代码,每一个代码对应于编码器的一个确定位置。
编码器由编码模具和读码装置两部分组成。编码模具由若干个二进制码元按一定编码规律组成。 图表示一个二进制编码的码盘,其中4个码道分别相应于二进制的20、21、22和23各位,阴影部分表示为“1”,而空白部分表示为零,共16个代码。读码装置是多种多样的,依编码模具的二元信号形成原理而定。例如,以导电一不导电作为“1”和“0”,读码装置就需要采用电刷,而当以透光一不透光表示“1”和“0”时,读码装置相应地采用光电方法。
3.光删:
计量光栅是用于的精密检测元件,是闭环系统中另一种用得较多的测量装置,用作位移或转角的测量,测量精度可达几微米。
在玻璃的表面上制成透明与不透明间隔相等的线纹,称透射光栅;在金属的镜面上制成全反射与漫反射间隔相等的线纹,称反射光栅,也可以把线纹做成具有一定衍射角度的定向光栅。
计量光栅分为长光栅(测量直线位移)和圆光栅(测量角位移),而每一种又根据其用途和材质的不同分为多种。
栅位置检测装置由光源、长光栅(标尺光栅)、短光栅(指示光栅)和光电元件等组成,如图所示。根据光栅的工作原理分透射直线式和莫尔条纹式光栅两类。

从传递函数的角度来看,位置控制器相当于一个比例环节,其比例系数是kp。
位置控制器输出是数字量,必须经过d/a转换之后才能控制调速单元,d/a转换也相当于一个比例环节,其比例系数是ka。
从位置环的角度来看,调速单元可以 等效为一惯性环节kv(tvs+1),式中,tv为惯性时间常数;kv为调速单元的放大倍数。调速单元输出的量是速度量,这一速度量经过积分环节1/s后成为角位移量。
位置量检测环节是指位置(光电编码器、旋转变压器等)和后置处理电路。这个环节也可以看作是一个比例环节,比例系数是kj。
相位比较的进给伺服系统
采用相位比较法实现位置闭环控制的伺服系统,是高性能中所使用的一种伺服系统。
相位伺服系统的核心问题是,如何把位置检测转换为相应的相位检测,并通过相位比较实现对驱动执行元件的速度控制。

幅值比较的进给伺服系统
幅值比较伺服系统是以位置检测信号的幅值大小来反映机械位移的数值,并以此作为位置反馈信号与指令信号进行比较构成的闭环控制系统。该系统的特点之一是,所用的位置检测元件应工作在幅值工作方式。感应同步器和旋转变压器都可以用于幅值伺服系统。幅值伺服系统实现闭环控制的过程与相位伺服系统有许多相似之处。

数据采样式进给伺服系统

伺服系统是的重要组成部分,是连接数控装置(计算机)和机床之间的关键桥梁,伺服系统的性能在很大程度上决定了数控机床的性能,如数控机床的定位精度、跟踪精度、高移动速度等重要指标。建议我们先来学习一些基础概念,再学习各种进给伺服系统的控制方式。深刻理解掌握这部分知识,会对更好的学习后面的数控加工工艺有一定的帮助。
1、进给伺服系统
1)组成
进给伺服系统是以机床移动部件(如工作台)的位置和速度作为控制量的自动控制系统,通常由伺服驱动装置、、机械传动机构及执行部件组成。 见图1所示。
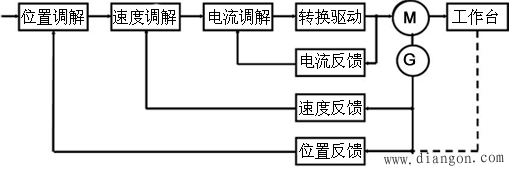
图1 伺服系统的组成
2) 作用
接受数控装置发出的进给速度和位移指令信号,由伺服驱动装置作一定的转换和放大后,经伺服电机(直流、交流伺服电机、功率等)和机械传动机构,驱动机床的工作台等执行部件实现工作进给或快速运动。
3) 基本技术要求
1)精度高
2)稳定性好
3)快速响应
4)调速范围宽
4) 分类
☆步进电机驱动系统
☆直流伺服驱动系统:永磁直流伺服
☆交流伺服驱动系统:永磁交流伺服电动机
2、开环控制伺服系统
开环进给伺服系统是数控机床中简单的伺服系统,执行元件一般为步进电机,其控制原理如图2所示。

图2 开环控制数控机床

图3 半闭环控制数控机床
3、半闭环控制伺服系统
采用旋转型角度测量元件(脉冲编码器、旋转变压器、圆感应同步器等)和直流伺服电动机按照反馈控制原理构成的位置伺服系统,其控制原理见图33所示。
4、闭环控制伺服系统
其控制原理见图4。
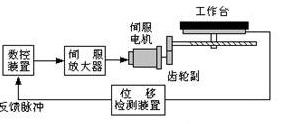
图4 闭环控制数控机床
进给伺服系统是数控系统主要的子系统。如果说cnc装置是数控系统的“大脑”,是发布“命令”的“指挥所”,那么进给伺服系统则是数控系统的“四肢”,是一种“执行机构”。它忠实地执行由cnc装置发来的运动命令,**控制执行部件的运动方向,进给速度与位移量。