西门子6ES7318-3FL01-0AB0详细说明
1 引言
自动切台的主要用途是用来定长切割透明胶带、不干胶带、塑料膜、纸卷等材料,将整卷宽幅的材料通过设定的宽度分切成小卷。例如常用的透明胶,就是通过该设备切割而成。切割的宽度可以在人机界面上进行设定。在人机界面上可以建立多种工作模式,每种模式包含:设定宽度、切割刀数两个参数。例如如果客户选择模式1,则运行后系统自动按照模式1设定的宽度进行切割,切割的刀数达到设定的刀数后,自动停机。如果选择模式10,则启动后,系统将模式10所设定的刀数切割完毕后,自动停机。双伺服与单伺服的区别就在于,单伺服控制切台的移动是通过伺服带动,进刀和退刀依靠油压系统控制。双伺服不仅切台的移动使用伺服进刀和退刀也使用伺服。进刀的长度能够在人机上进行设定,提高了切割的精度。
自动切台分为单管和双管两种。这两种设备上海机电都已经有了成功的案例,已经在客户处稳定使用,配套机械厂商也已经在正常的使用台达的产品。因为该行业的竞争日渐激烈,为了能提高设备的档次并且满足更高的精度要求,我们为客户提供了双伺服自动切台的控制方案,通过两天的开发及调试,将设备开发成功。近一步巩固了客户使用台达产品的信心。台达伺服的性能也得到了客户的认可。
2 电控系统设计
2.1 系统组成
系统组成参见系统框图(图1)。
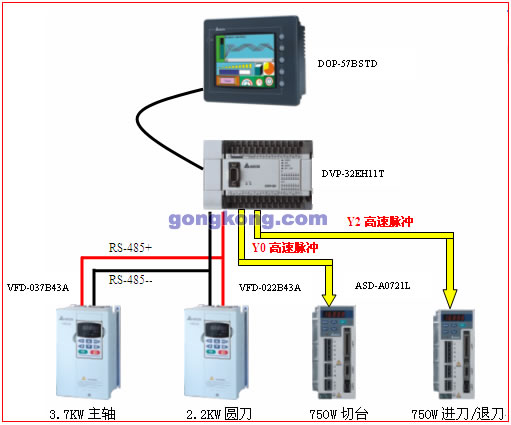
图1 系统框图
2.2 基于台达技术平台的电控系统硬件配置

3 双伺服自动切台的控制系统设计
3.1 工艺主体分析
双伺服自动切台由两台变频器驱动。一台驱动主轴马达;一台驱动圆刀(切刀)。两台伺服同轴与丝杆相连,一台控制切台的定位,即定长。一台控制进刀和退刀。变频器通过RS485通讯的方式控制,给定主轴和圆刀的转速。伺服用Pt模式定位。根据客户的要求为其提供了单段和连续两种控制方式和10种操作模式。如果有特殊需要,可以将操作模式扩展到几十种模式。每种操作模式包含:宽度设定、刀数设定两个参数。
3.2 工艺控制设计
客户根据生产的要求,将需要生产的胶带的宽度和该宽度需要切割的刀数在参数表中预先设定好,这两个参数关联PLC中的掉电保持寄存器。如果操作人员选择单段控制方式,在人机上输入模式号后,系统自动把对应该模式的参数(宽度和刀数)调用出来。启动后,切台通过伺服开始定长横向移动,当到达设定的宽度后,切台横向移动停止,通过一台伺服控制切台纵向移动。当切台移动至前限位处,定时开始,保证将胶带完全切断,定时时间一到,自动退回至后限位开关处停止。如果该模式设定的刀数不为零,则重复以上动作,直到切割的次数等于该模式设定的刀数后,自动停止。如果该模式设定的刀数为零则系统不动作。而如果操作人员选择连续控制方式,在人机上输入模式号,则启动后系统自动按照模式1设定的宽度和刀数切割,当模式1切割完毕后,自动按照下一模式设定的宽度和刀数切割,如果该模式的设定刀数为零,则系统自动跳过该模式,执行下一模式,直到将设定的模式全部切完后自动停机。例如:在连续模式下:选择模式10,启动后系统按照模式1设定的参数切割,模式1切割完毕,如果模式2中设定的刀数不为零,则按照模式2设定的宽度和刀数自动切割;如果模式2中设定的刀数为零,则系统自动跳过模式2,按照模式3中设定的参数切割。以此类推,直到将模式10设定的宽度和刀数切割完毕后,系统自动停机。切台横向移动的速度可以在人机上进行设定,横向移动的速度分为两段速:移动的初速、正常运行速度。两段速度的切换通过定时完成。两段速切换的时间在人机上进行设定。系统在正常生产前要进行对刀,以保证圆刀能够将所需要切割的材料切断,要求快速地进刀/退刀,当圆刀即将与材料接触时,圆刀满速切割。切割完毕,快速退刀。在这一要求下,我为客户设计了非常人性化的操作。启动前,在人机上设定好进刀速度、切割速度,手动进刀。手动进刀开始时进刀速度较快,送开手动进刀,圆刀快速退回。此时,系统自动记忆手动进刀运行的时间,并且将该段时间在人机上显示。当系统处于正常运行状态时,每次切割,圆刀都以设定的进刀速度快速接近被切割的材料,运行对刀前自动记忆的时间,时间一到遍以设定的切割速度进行慢速切割。操作简洁便利,更加人性化。
3.3 工艺控制流程
系统控制流程的顺序如下所述:夹头动作,夹头动作前,摇臂气缸要向上动作,
上到限位后,夹头和顶针动作,将主轴顶紧并且夹住。主轴和圆刀才能启动进行切割。在自动运行过程中如果按全部停止,则主轴和圆刀停止运转,顶针退回,夹头送开,顶针退到位后,摇臂气缸向下,下到限位后停止。在连续运行完毕后,系统自动停止,并且自动将顶针退回,夹头松开。摇臂气缸向下到位。当重新换卷后,如果启动夹头,则切台自动复位到原点,并且摇臂向上到位,顶针顶到位,夹头夹紧主轴,便于整卷胶带切割完毕后,进行换卷时,方便使用人员的操作。
3.4 自动记忆功能
在整个自动切卷的过程中,如果出现任何故障或者操作人员手动停车,则系统记录当前
执行到的模式号和已经完成了几次切割,如果故障处理完毕后启动,则按照停车前的模式继续切割。以上所述的是自动切割状态。
3.5 自动对刀功能
在手动状态下,为客户提供了自动对刀的功能。即在出现故障或前一次切割质量不高时,
在停机的状态下,可以通过人机或操作面板上,按间接归位或间接前进按钮,切台自动以当前模式设定的宽度向后或向前移动一个宽度,达到自动对刀的功能。也提供手动对刀的功能。
3.6 关键技术设计
1 模式参数的设定及调用
利用PLC中连续的掉电保持区的数据记忆所有的模式参数(宽
度设定、刀数设定),且在PLC中对应的地址都是双字。假如模式1中宽度设定对应PLC中的D500,则刀数设定对应PLC中的D502,则模式2中两个参数在PLC中对应的地址为D504、D506。可以利用变址来寻址。模式号的输入对应D570,则通过以下程序即可实现参数的调用之功能。
SUB D570 K1 D90
MUL D90 K4 D92
MOV D92 F2
ADD D92 K2 D160
MOV D160 F1
DMOV D500F2 D192 //设定宽度
MOV D500F1 D190 //设定刀数
2 长度计算
丝杆的导程10mm,电子齿轮比为2,伺服每10000脉冲/圈,伺服与丝杆同轴连接。宽度设定2位小数。可以推出设定的宽度与所需发送脉冲之间的关系如下:
所需脉冲=10000*设定宽度/100*电子齿轮比*导程=设定宽度*5
3 模式转换
当前已切割刀数以退刀到位为基准,每次加一。当已切割刀数与设定刀数相等时, 将模式自动加一。从而将运行参数自动转换成下一模式设定的参数。
4 通讯
主轴速度和圆刀的速度通过RS-485通讯,由PLC给定变频器。
4 系统调试
4.1系统调试
1通过调试完成整个控制的逻辑部分。保证基本的逻辑动作无误。
2将主轴和圆刀的频率部分的通讯程序调试成功。
3用手动模式,使伺服以JOG的方式运行。
4伺服参数设定:1-00:2;1-01:0;1-44:2;2-08:12;2-10:1;2-15:0;2-16:0;2-17:0;根据伺服具体的运行效果调整2-00;2-02;2-04;2-25;2-26;相应的调整1-08参数,以保证伺服在告诉运行时平缓一些,根据具体情况设定该参数。
5判断伺服的运转方向,与要求一致。
6将伺服驱动上的接地按要求接好,将变频器上的接地线与可靠大地连接。否则有可能因为变频器运行起来的干扰使伺服误动作。如果现场没有可靠的大地,相应的降低变频器的载波频率。如果电柜内有24V电源,可以考虑将变频器的接地线与开关电源的24V-相连,以降低干扰。
4.2 整机图片

图2 整机图片

图3 电控图片
5 结束语
中达电通主要是中国具成长潜力的自动化市场设备和服务供应商。台达变频器、编码器、人机界面、PLC、伺服、温控器等机电制品和技术服务涵盖主要的自动化技术领域。中达电通的母公司为世界的电子制造跨国企业——台达电子集团。台达集团在江苏吴江建有规模庞大的生产基地,提供机电产品的全面制造。中达电通的服务体系遍布全国。台达还是全球大电源管理系统供货商。作为工控行业内的厂商,通过应用自己的产品能够为各行各业的客户提供全面的解决方案。 佳的产品性价比、周到完善的全国乃至全球联保服务能够保证客户利益。
一、前言
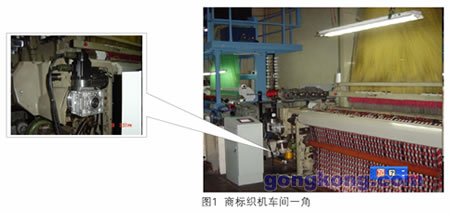
商标织机是剑杆织机的一类,它和一般织机的区别主要在于它的开口装置是电子提花。
现在市场上的商标织机就送经、卷取控制一般有两大类:
1、机械送经、机械卷取;即通过与主轴连接轴、通过机械齿轮换档来实现调速或变纬密。这种机型机械复杂、变速有限、织物的纬密亦有限。它一般都是属于旧型机器。
2、第二大类是属于电送电卷系统,即通过电气控制来实现调速、变纬密。目前市场上这种机型的控制方式都采用专控器+伺服或步进方式。
我们这种电送电卷控制方式是采用目前比较流行的可编程控制器(DELTA EH 型PLC)+伺服(DELTA 1k ASDA)+人机界面(DELTA A型)来构建整个电子送经、电子卷取的电气控制系统。具体是以DELTA EH型PLC作为信号采集及处理CPU、以两台DELTA 伺服系统作为执行器,并运用DELTA人机界面作为界面来实现信息的显示、参数的设定等,改造的电控箱内示意如图2:

图2 电送电卷控制箱箱内图
我们这种控制系统的优点:
A、实现电送电卷功能,纬密可任意改变
B、整个卷曲送经电控系统统一采用DELTA 自动化产品,这样便于今后的维护和技术支持。
C、整个电控系统采用模块化设计,故系统易升级。
二、系统构架
1、硬件结构
A、系统构架图如图3 :
图3 系统构架图
说明:
1)用于检测经轴的张力传感器张力量程为:350KG;实际上量程大小和实际织机有关,和压力弹簧安装亦有关!
2) PLC采用高速脉冲来控制伺服速度!
B、PLC 接线控制图如下图4:
图4 PLC接线控制图
C、伺服接线控制图如下图5:
图5 伺服接线控制图
2、软件结构:
根据事先调研、和用户交流以及现场调试结果,后软件构架如表一所示:
表一 软件结构表
说明:
1、工艺逻辑部分主要处理快车、点动、松经、紧经、卷布、退布、急停等逻辑工艺。
2、模拟部分主要采集并处理来自送经架上张力传感器的信号。
3、工艺数据处理张力、纬密、送经/卷取直径等数据。
4、子程序处理工艺参数设定(张力、送经/卷取直径、传动比等)。
5、HMI画面主要实现显示、操作、工艺参数设定功能。
三、调试
1、阶段电气箱室内调试:包括接线情况、上电初步测试。
2、第二阶段用户现场调试:张力测试和校正、工艺参数输入、伺服参数 设定等。
3、第三阶段带载调试:慢车、逻辑动作,后快车。
4、第四阶段系统完善:根据运行情况对系统后完善。
注意事项:
A、在开车前一定要测试张力传感器信号输出和实际张力变化对应情况,目的测出张力传感器信号与张力信号是正还是关系。
B、张力一定要设定上下限,目的确保运行时布的张力在一定的范围内,不然张力太小出现经纱松乱或张力太大出现断经。
C、调整好伺服有关参数(如控制模式、脉冲类型、加减速、负载惯量比、速度、位置增益、电子齿能比、共振参数、增益模式等。
四、
本系统已在浙江某一家商标制造厂成功使用,效果很好!该系统结构简单,操作方便,界面友好性好,它整个系统采用DELTA自动化产品构成,故该系统,市场开发应用前景广阔!本文可供使用DELTA 自动化产品或商标织机的相关人员参考