西门子模块6ES7517-3FP00-0AB0型号规格
当可编程逻辑控制器投入运行时,它以扫描的方式接收现场各输入装置的状态和数据,并分别存入I/O映象区,从用户程序存储器中逐条读取用户程序,经过命令解释后按指令的规定执行逻辑或算数运算的结果送入I/O映象区或数据寄存器内。

要说明的是,九十这两个参数是很**的,但有一些用户在设备改造中,根本无法启用这两个参数,即启用后变频器跳闸频繁,停用后一切正常。究其原因有原用电动机参数与变频器要求配用的电动机参数相差太大。对设定参数功能了解不够,如节能控制功能只能用于V/f控制方式中,不能用于矢量控制方式中。启用了矢量控制方式,但没有进行电动机参数的手动设定和自动读取工作,或读取方法不当。中间继电器和热继电器如何使用,怎么用来控制接触器中间继电器因为它的触点比较多,线圈的电压范围比较宽,在电路中一般用来控制各种电磁阀,使信号扩大,或者将信号传给几个控制元件。。
西如果负载不是很重,也没有什么快速停车要求,这种场合是不需要使用制动电阻的,你装了制动电阻,制动单元的工作阀值电压没有被触发,制动电阻也不会投入工作。除了大负荷减速场合需要增加制动电阻和制动单元来快速刹车外,实际上如果符合比较重,启动时间时间要求非常快那种,也需要制动单元和制动电阻来配合启动的,以往我试过用变频器带动一种特殊的冲床,要求把变频器的加速时间设计成秒,这时候满负荷启动,负荷并不是非常重,因为加速时间太短了,这时候母线电压波动非常厉害,也会出现过压或者过流的情况,后来增加了外置的制动单元和制动电阻,变频器就能正常工作了。

谐波电流一定时,电压畸变在弱电源的情况下更加严重,这种干扰的特征是会对使用同一个电网的设备形成干扰,而与设备与变频器之间的距离无关。射频传导发射干扰由于负载电压为脉冲状,变频器从电网吸取电流也是脉冲状,这种脉冲电流中包含了大量的高频成分,形成射频干扰,这种干扰的特征是会对使用同一个电网的仪表形成干扰,而与仪表与变频器之间的距离无关。射频辐射干扰射频辐射干扰来自变频器的输入电缆和输出电缆。变频器的输入输出电缆上有射频干扰电流时,由于电缆相当于天线,必然会产生电磁波辐射,产生辐射干扰。。
西门子PLC-USS协议和变频器之间的通讯
1、需要控制系统在设计时采用很多硬件,价格昂贵
2、现场的布线多容易引起躁声和干扰
3、PLC 和变频器之间传输的信息受硬件的限制,交换的信息量很少。
4、在变频器的启停控制中由于继电器接触器等硬件的动作时间有延时,影响控制精度。
5、通常变频器的故障状态由一个接点输出,PLC能得到变频器的故障状态,但不能准确的判断当故障发生时,变频器是何种故障。
分析起来,是因为启动时间太短,母线电容的电压瞬间被掏空了,而整流器瞬间有大的电流充进来,引起母线电压突然变高,这样母线的电压波动太厉害,瞬间可能会超过了伏,加上了制动电阻,就可以及时这个波动的高压,让变频器工作在正常状态。还有一种特殊的情况,是矢量控制场合,电机的扭矩和速度方向或者工作在零转速扭矩输出的场合,比如吊机掉了重物停在半空中,收放卷场合需要力矩控制,都需要让电机工作在发电机状态,*的电流会反充到母线电容中,通过制动电阻,就可以及时消耗掉这些能量,保持母线电压平衡稳定了。。 三垦MF千瓦变频器损坏,送回来修理,用户说不清具体情况。用万用表测量输入端RST,除RT之间有一定的阻值以外其他端子相互之间电阻无穷大,输入端子R,S,T分别对整流桥的正极或负极之间是二极管特性。为什么RT之间与其他两组不一样哪。原来RT断子内部有控制电源变压器,有一定的阻值。以上可以看出输入部分没问题。同样用万用表去检查UVW之间阻值,三相平衡。接下去检查输出各相对直流正负极的二极管特性时发现U对正极正反都不通,怀疑U相IGBT有问题,拆下来检查果然是IGBT坏了。。
西门子PLC模块6ES7216-2AD23-0XB8 微分控制微分控制通常与比例和积分控制使用,由于积分控制有一个滞后,微分控制可以让控制对偏差的反应提前,以免控制系统的反应过于迟钝。微分控制与比例和积分控制使用,可以使被控状态更迅速地达到稳定状态,而又不会出现上文出现的振荡现象。PID控制在实际的控制系统中,根据实际变量的情况,上述三种控制方式有时只有一种,有时是两种,有时三种采用。比例控制用P表示,积分控制用I表示,微分控制用D表示,根据采用的方式,分别称为P控制,PI控制,PID控制。

SIMATIC S7-300F 故障安全自动化系统可使用在对安全要求较高的设备中。其可对立即停车过程进行控制,不会对人身、环境造成损害。
S7-300F 满足下列安全要求:
· 要求等级 AK 1 - AK 6 符合 DIN V 19250/DIN V VDE 0801
· 安全要求等级 SIL 1 - SIL 3 符合 IEC 61508
· 类别 1 - 4 符合 EN 954-1
标准模块还可用在 S7-300F 及故障安全模块中。它可以创建一个全集成的控制系统,在非安全相关和安全相关任务共存的工厂中使用。使用相同的标准工具对整个工厂进行组态和编程。
S7-400
S7-400 是 SIMATIC 控制器家族**能为强大的 PLC。它可以成功实现全集成自动化 (TIA) 解决方案。S7-400 是一个用于制造业和过程工业系统解决方案的自动化平台,其主要特点是具有模块化的结构并拥有性能储备。
我公司致力于推广西门子高性能自动化系统和驱动产品,所经营产品范围包括:LOGO!通用模块;SIMATIC S7-200、S7-300、S7-400系列可编程控制器; SIMATIC HMI面板,工控机,编程器;工业PROFIBUS、以太网及无线通讯等相关产品;正版PCS7 软件、WINCC组态软件、STEP 7编程软件;SITOP工业开关电源;通用型、工程型变频器,直流调速装置等。随着技术的发展和产品的更替,产品的出现层出不穷,我公司也紧随西门子脚步争取为广大客户提供新的自动化产品:SIMATIC S7-1200系列PLC;SIMATIC BASIC HMI面板;G120、G130、G150、S120等全新SINAMICS家族驱动产品;PCS7 V7.1和新的STEP7 Basic平台软件等。公司各类产品齐全,货量充足,能够满足客户紧急大量现货需求,保证工期进度。
S7-1500
S7-1500 自动化系统具有模块化的结构,可包含多 32 个模块。它拥有丰富的模块,这些模块可进行各种组合。S7-1500 自动化系统支持单层配置,其中的所有模块均安装在一个 DIN 导轨上
SIMATIC S7-1500 通过集成的 PROFINET 接口连接到 PROFINET IO 总线系统,可实现具有确定响应时间和高精度设备性能的分布式自动化配置。
从用户的角度来看,PROFINET IO 上的分布式 I/O 处理与集中式 I/O 处理没有区别
ET200
SIMATIC ET 200 有丰富的分布式 I/O 系统可供选用,既可以用在控制柜中,也可以直接用在不带控制柜的机器上,还可在危险区域中使用域。模块化的设计让您能够轻松、快速地调整和扩展 ET200 系统。已集成的附加模块可以降低成本,拓宽了应用范围。您可以从多种不同的组合方案中进行选择:数字量和模拟量输入/输出、带 CPU 的智能模块、安全系统、电机启动器、气动装置、变频器以及各种不同的技术模块(例如,计数、定位等)。
通过 PROFIBUS 和 PROFINET 进行的通信、统一的工程组态、透明诊断功能以及 SIMATIC 控制器和 HMI 单元的佳接口,都证明全集成自动化具有的集成功能

KEEP(11)用来保持基于两个执行条件指定位的状态。这些执行条件用S和R标出。S是置位输出,R是复位输出。KEEP(11)运算就象一个由S置位和R复位的锁存继电器。
当S为ON时,其指定位也会置ON,并保持ON直到复位为止,在此期间不管S是否保持ON还是变为OFF。
当R置ON时,其指定位也会置OFF,并保持OFF直到置位为止,在此期间不管R是否保持ON还是变为OFF。
也就是类似于三菱和台达系列中相当于SET/RERST 指令;当置位接通一次后,对应的状态就保持,直到复位为ON时,解除保持;
这样说大家应该明白吧。
西门子S7-200PLC和S7-200smart里面,没有ALT指令,也没有KEEP指令,需要我们自己搭建一个一键启停梯形图。图3和图4(一张截图放不下,电脑屏比较小)
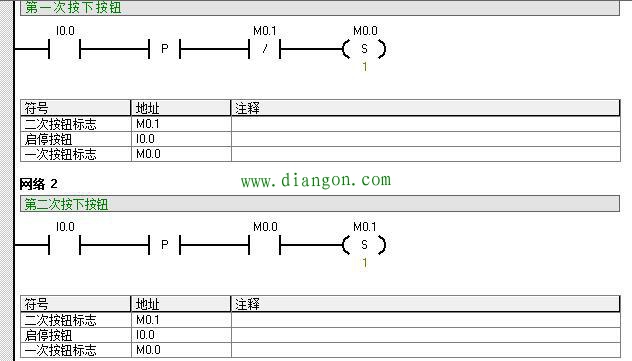
图3
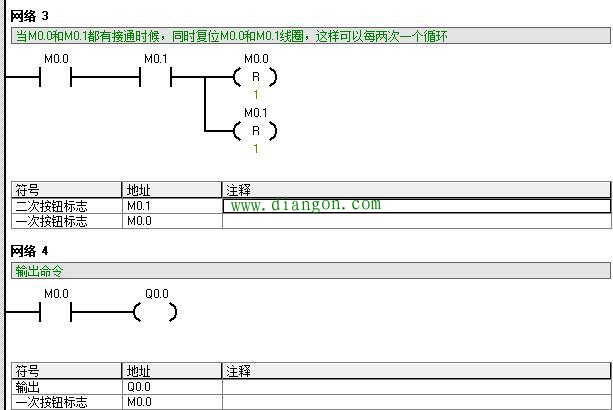
图四
当次按下按钮时候,网络1 置位M0.0就导通了,网络2和网络3中M0.0常开点闭合,网络四接通Q0.0,同样,当第二次按下按钮时候,网络2的M0.1导通,网络3 M0.0和M0.1导通,复位M0.0和M0.1线圈。大家有机会自己编写好程序,自己链接上PLC就可以去试一试。当然西门子还有其他方法可以实现,那就是用计数器指令,也可以实现一键启停。我就在里过多废话了。
下次我准备给大家分享台达PLC时间锁的程序编写,因为我们做设备怕遇到老赖,一般编写一个这样程序,到了时间给钱,不给钱就自动停机。大家如果想看请在下面留言。