西门子6ES7215-1HF40-0XB0安装调试
PLC大口径钢管称重与测长装置
1 引言
主要用于石油管路铺设的φ1100mm大口径钢管由板材经焊接后,其它辅助工艺与设备包括管内清渣机用于管内焊接后残留的焊渣的清理;钢管内壁除尘机、外焊清渣机等。本系统是后一道工序,主要是对钢管的总重量的测量以及长度的测量,并形成数据存贮起来。
2 原理设计
2.1 工艺概述
测量系统由横移车将钢管放到输送辊道,由检测开关发出钢管到位信号传送给本系统,由称重装置进行重量检测,称重装置位于钢管的底部,由液压油缸顶起称重装置,这样钢管的重量完全由称重装置来承担,左、右两侧各安装一个称重传感器,通过rs232串行口与工控机通讯,将重量值传给上位机。称重完成后测量长度小车分别由两侧起始点启动且相向而行,当快接近钢管端面时(由接近开关发信号)小车减速运行,当行至钢管端面时,小车停止运行,将钢管长度计算出来传至上位机。
2.2 系统组成
控制系统由接近开关采集现场信号送入西门子plcs7-216内,完成逻辑关系的运算,其结果输出到安川sgdm-04ada驱动控制器,由sgmah-04a电机经齿轮、齿条传动驱动测量小车,驱动系统由两套组成,分别位于钢管的两侧,工作时小车相向而行。液压系统驱动称重装置,plc和称重装置分别与上位机组成串行通讯,上位机软件采用visualbasic编制,通过编制的画面发出指令并时实显示钢管重量及测量长度。系统硬件由西门子plc6es7216-2bd22-0xb0,通讯模块6es7277-0aa22-0xba,扩展模块6es7223-1hf22-0xa0组成。
2.3工作方式
控制系统具有手动/半自动/自动三种工作方式。手动工作方式下,可以分别对测量小车、称重装置进行单独调整;半自动工作方式可以对钢管进行单循环测量,即按启动则开始称重与测量,结束后等待下一启动指令;自动工作方式则对钢管连续测量,直到按下自动停止按钮,方可停止。
3 系统实现
3.1 传感器通讯编程
称重传感器采用的是美国zemic公司bm8h-5t,它通过信号分配器gm-jx-v与深圳市杰曼科技有限公司称重管理器gm8803a连接,gm8803a终与上位机进行rs232串通讯,其通讯协议尊循使用说明书中规定波率为9600kbty,奇偶校验位为奇校验,数据位为8位,站地址为2,停止位为1
基于S7-300PLC的剔除控制系统
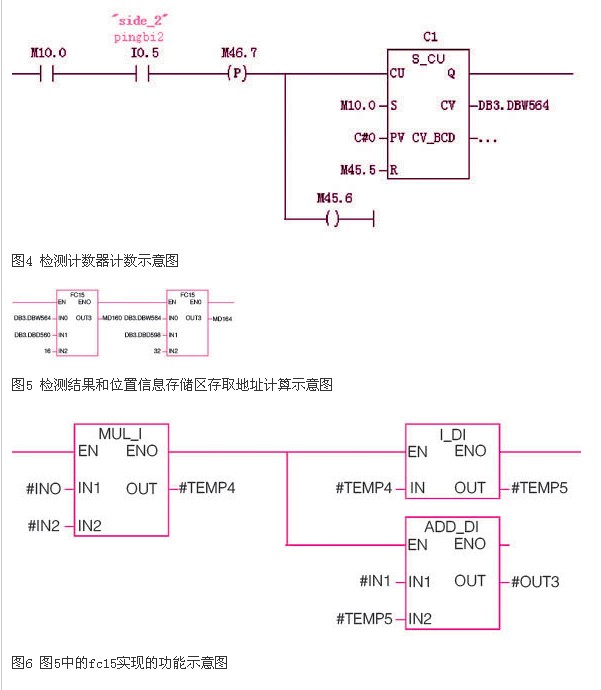
本系统对于检测结果信息和位置信息的存取采用间接寻址[4]、顺序存取的方式,其基本思想如下:
在对信息存储区进行信息存取时,将现场运行的瓶子以67瓶为一组,在plc中启动一个检测计数器c1和一个剔除计数器c2。如图4所示,每当瓶子经过检测位置触发检测光电i0.5时,计数器c1的计数值dbw564便加1,以此计数值作为偏移量,以信息存储区的首地址dbd560和dbd598作为基址,就可以按照图5所示程序计算出存储区中需要存取的位置的地址md160和md164,其中的fc15的功能如图6所示,其计算出out3=in0×in2+in1,即对信息存储区相应位置存取的地址。这样就可以遍历整个存储区,将相应瓶子的检测结果信息和计算得到的位置信息存储于存储区的相应位置。
当检测计数器c1的计数值达到67时,便将计数值清零,以备下一组67瓶的计数和信息存储。plc在内部程序中不断检测瓶子是否到达剔除器位置,每当有瓶到达剔除器位置时,剔除计数器c2的计数值便加1,根据与信息存储时相同的方法,以存储区首地址为基址,以c2的计数值为偏移量访问检测结果存储区中的结果信息,如果该瓶为不合格瓶,则启动剔除器进行剔除,清除该瓶在存储区中的检测结果信息,便于后面瓶子信息的存储。由于检测区域多只能容纳67瓶,当计数器c1计数满67并将计数值清零时,存储区个位置的信息早被提取出来并处理完毕,当下一瓶到来的时候计数值加1变为1,其信息仍可存储到存储区个位置,且不会影响以前存储的信息。以此类推,下一瓶,下两瓶等等到来的时候仍可顺序存储其信息,这样,就可以将检测区域的每一个检测瓶的信息都存储起来了。整个过程如图7所示。

基于S7-300PLC的剔除控制系统
3 系统设计
3.1 工作原理设计
在传送带传送的旋转编码器不断产生脉冲信号并传送到fm350-1模块中,由其计数脉冲数,以脉冲数来记录检测瓶在传送带上的位置,便于后面剔除器处的**剔除。由于检测位置与剔除器之间的检测瓶可能不止一个,需要在plc中开辟两个存储区来顺序存储检测瓶的好坏信息和位置信息。当检测瓶到达检测位置并触发检测光电时,检测光电产生一个上升沿信号触发plc动作,此时,plc读取fm350-1计数模块中的计数值n1,由于预先设定了检测位置与剔除器之间的距离转换成的旋转编码器的脉冲数n,这样就可以计算出检测瓶到达剔除器位置时高速计数模块fm350-1的计数值n2=n1-n(因为设定fm350-1为减计数[3]),并将之存储到plc中开辟的位置信息存储区中的相应位置中。这样,当fm350-1中的计数值小于等于n2时,就可以断定检测瓶到达剔除器位置处。当检测瓶到达剔除器位置时,提取出检测结果信息存储区中相应位置的好坏信号,如果该瓶为不合格,则plc控制电磁阀开,由剔除器将此瓶剔除,若为合格瓶,则电磁阀不动作,此瓶过去,当检测瓶触发剔除确认光电时,判断该瓶是否为不合格瓶,若为不合格瓶,说明有漏剔,此时进行报警。
3.2 关键技术设计
(1)准确剔除控制。准确剔除的前提在于系统能够时时记录进入检测区域的每一个瓶子的位置信息,能够捕捉到到达剔除器位置的瓶子,并将不合格的进行剔除。由于检测位置与剔除器位置之间的距离是固定的,本系统通过安装在传送链道上的旋转编码器发出脉冲以及高速计数模块fm350-1计数值来记录检测瓶在链道上的位置。本系统采用的旋转编码器每转一转可发出1000个脉冲,这样,检测位置与剔除器位置之间的固定距离就可用旋转编码器发出的脉冲数来表示,且脉冲数也是一个固定值。可通过计数值来**判断检测瓶是否到达剔除器位置,并进行准确的剔除。
(2)检测结果信息与位置信息的存取方式。由于现场的空瓶检测属于自动流水线式作业,传送带上传送的检测瓶数量众多,如何能够记录这么多瓶子的检测结果信息和位置信息便成为一个技术难点,plc中无法开辟出这么多的空间来存储这么多的信息。经研究发现,只有处于检测位置与剔除器之间的检测瓶的检测结果信息和位置信息才对系统有用。只需要记录位于检测位置与剔除器之间的瓶子信息即可。
经测量,本文所介绍的控制系统的检测位置与剔除器之间多容纳67个瓶子。需要开辟连续的67个字空间来存储之间的瓶子的检测结果信息即可。而对于位置信息,由于fm350-1的计数值占用双字的空间,需要开辟连续的67个双字空间进行存储,如图3所示。

基于S7-300PLC的剔除控制系统
1 引言
剔除控制是灌装、数粒等瓶装产品包装线典型的自动化品控工艺。随着在线空瓶自动检测速度的不断提高,空瓶检测系统对**剔除不合格瓶的要求也不断提高。现在的空瓶检测技术已达到每小时3~4万瓶的速度,甚至有的国外检测设备已达到6~7万瓶/小时,是连续的流水在线检测。如何将在传送带上不断流动的空瓶中检测出来的不合格瓶准确的剔除便成为一个关键技术点,也是衡量整套在线检测系统性能好坏的一个重要指标。
本文所介绍的基于西门子s7-300plc的剔除控制系统主要用于对在线空瓶检测装置检测出来的不合格瓶进行准确的剔除,并对检测过程的一些重要环节进行控制,如连续剔除过多报警、传送带传送过程中的倒瓶报警以及实时显示系统运行状态等。西门子s7-300系列plc是模块化的中小型plc,适用于中等性能的控制要求[1],完全符合本系统的需求。本系统主要针对玻璃啤酒瓶的检测剔除,也适用于其它圆口圆身玻璃瓶。
2 系统整体介绍
系统由核心控制模块、执行剔除模块、现场数据采集模块、人机界面显示和报警模块等几部分组成。核心控制模块主要由s7-300plc组成,包括一个cpu315-dp/pn、一个16点的数字量输入模块sm321、一个16点的数字量输出模块sm322以及一个高速计数模块fm350-1[2],主要用于接收现场采集的信号以及检测系统发出的不合格信号并进行相应的处理,控制现场设备的动作,如电磁阀的开关、报警灯的报警动作等;执行剔除模块主要由电磁阀、气动剔除器以及空气压缩机组成,由空气压缩机产生的气压作为剔除器的动力,电磁阀的开关控制剔除器的剔除动作;现场数据采集模块包括分布在现场各处的光电传感器和旋转编码器组成,用于对现场的信号如到瓶触发信号、倒瓶信号以及空瓶在传送过程中的位置信号进行采集,并传送到plc中进行处理;人机界面显示和报警模块包括op77a操作显示面板和报警灯,用于显示系统运行状态、修改参数和故障报警等。系统整体结构如图1所示。
根据空瓶在传送链道的传送方向,空瓶依次要经过如下区域:检测区域,触发检测光电,并由空瓶检测系统对其进行检测,其检测结果信号传送给plc进行存储,plc根据旋转编码器脉冲数以及fm350-1的计数值计算该瓶的位置信息进行存储;倒瓶检测区域,由于此区域的传送链道两旁没有护栏,此处易出现倒瓶现象,需要在此区域进行倒瓶检测;剔除区域,当该瓶到达剔除器处时,若该瓶为不合格瓶,则剔除器动作将其剔除,清除到达剔除器处的所有瓶子的检测结果信息以及位置信息;剔除确认区域,该处为一剔除确认光电,用于检测是否有没剔除的不合格瓶,有则进行报警。空瓶传送的路线示意图如图2所示。