6ES7136-6RA00-0BF0现货供应
一 网络概述:
目前PLC网络采用分级分布式复合结构时,一般分为三级(层)
1管理层(以太网)
2控制层(开放式,标准的现场总线)
3现场层(部件层)也就是指装置层和传感器层
以太网采用CSMA/CD(Carrier Sense Multiple Asscess with Collision Detection)介质访问控制方式,即载波多路访问/冲突检测方式,该方式可以简单通俗地叙述为“先听后讲,边讲边听”。以太网在工厂管理层、车间监控层将成为主流技术,与互连网技术结合是未来eManufactory技术基础; 在没有严格时间要求的设备层也将获得一定的发展;但对一般工业网络要求实时性、确定性通信场合,现场总线技术还将处于主导地位;我们必须学会面对一个多种网络技术并存的现实世界。以下就对现场总线中的一种 ――令牌总线进行研究。
二 关键字:以太网, 令牌总线(N:N网络),RS485
N:N网络相当于三级总线型结构的中间一级,即控制层,一层为远程I/O链路,负责与现场设备通信,收集现场数据,驱动执行器,在远程I/O链路中配置周期I/O通信机制,这一层也可配置AS-I(传感器-执行器接口)链路,除了N:N网络外,比较通用的有主从总线(1:N)方式,争用总线方式,令牌环方式,浮动主站(N:M)方式,目前已存在若干种现场总线,现场总线的体系结构,省略了网络层,传输层,回话层及表示层这四层,包括应用层(APPLICATION),数据链路层(DATAlink),物理层(PHYSICAL),这主要时针对工业过程的特点,使数据在网络流动中尽量减少中间环节,加快数据的传输速度,提高网络通信及数据处理的实时性,他们之间区别大之处在于数据链路层协议,尤其是这层中的介质访问控制(MAC)子层,MAC协议可分为如下三个类型。(1)集中式轮询协议。1:N(2)令牌总线协议N:N(3)总线仲裁协议。
SCADA(Supervisory Control And Data Acquisition)系统作为生产过程和事物管理自动化有效的计算机软硬件系统之一,它包含两个层次的含义:一是分步式的数据采集系统,即智能数据采集系统,也就是通常所说的下位机;另一个是数据处理和显示系统,即上位机HMI(Human Machine Interface)系统。
三 RS232C和RS422/485串行通信接口介绍
RS232C和RS422/485串行通信接口,RS232C地电气接口电路是单端驱动,单端接收地电路,有公共地线,这种接口电路不能区分有用信号和干扰信号,抗干扰能力差,故其传输速率和传输距离收到很大限制。 RS422/485采用平衡驱动,差分接收电路,取消了信号地地接法,平衡驱动器相当于两个单端驱动器,当输入同意信号时其输出是反相的,如有共模信号干扰时,接收器只接收差分信号电压,从而大大提高了抗共模干扰的能力,并能在较长距离内明显提高传输速率。其传输距离可达1200M(10KB/S)传输速率可达10MB/S,分别是RS232C的100倍和500倍。
RS485是RS422的变形,二者的区别是RS422为全双工型,RS485为半双工型,在使用RS485互联时,某一时刻只有一个站点可以发送数据,其他站点只能接收,其发送电路必须由使能端加以控制,
用FX2N所组成地N:N网络地总站点数大为8个,使用专用协议时,多16个站,包括A系列的可编程控制器,半双工通讯,38400bps,
N:N网络 RS485连线的选择是 一对导线 ,单对子布线的情况下,在端子RDA和RDB之间连接端子电阻(110欧,1/2瓦棕棕棕),双对子布线的情况下,在端子SDA和SDB之间连接端子电阻,(220欧姆,1/4瓦),而在RDA和RDB之间也是这样。(橙橙棕),
优点: 1节省配线,2提高处理速度,3实时性好。
四N:N网络设计
1硬件设计, PLC可选用FX2N,FX2NC,FX1N,FX0N,通讯选用FX2N-485-BD,或者FX1N-485-BD,FX0N-485-BD,在本设计中,选用两个FX2N-485-BD,两个FX1N-485-BD。一个FX1N-32MR,一个FX1N-485-BD
2软件设计, 由于使用了三个FX2N可编程控制器,在软件设计中,要分别对每个可编程控制器进行编程,选一个PLC为主站, 将网络参数写在这个主站中.
其他程序见附表, 分别为每个可编程控制器写好程序。其通讯通过以下操作实现:
1) 主站点的输入点X000到X003(M1000到M1003)输出到站点号1和2的输出点Y010到Y013。
2) 站点1的输入点X000到X003(M1064到M1067)输出到主站点和站点2的输出点Y014到Y017。
3) 站点2的输入点X000到X003(M1128到M1131)输出到主站点和站点1的输出点Y020到Y023.
4) 主站点中的数据寄存器D1为站点1中计数器C1的设定值。
计数器C1的接触(M1070)状态反映在主站点的输出点Y005上。
5) 主站点中的数据寄存器D2为站点2中计数器C2的设定值。
计数器C2的接触(M1140)状态反映在主站点的输出点Y006上。
6) 站点1中数据寄存器D10的值和站点2中数据寄存器D20的值被加入主站点,并被存入数据寄存器D3中。
7) 主站点中数据寄存器D0的值和站点2中数据寄存器D20的值被加入站点1,并被存入数据寄存器D11中。
8) 主站点中数据寄存器D0的值和站点1中数据寄存器D10的值被加入站点2,并被存入数据寄存器D21中。
五 结果分析
在本试验中,N=3, 在这个网络中,通过485BD的通讯功能,链接了这个网络中的数据,这种通讯是通过在刷新范围内的字软元件和位软件的数值和状态交换来实现的,可以通过改变一个站点的数值,来改变整个网络的控制状态。
此网络的大总站点数大为8个,为半双工通讯,可以根据需要来决定站点数的多少,当增加站点数的时候, 可以通过修改N=3的程序,写入增加站点的程序,并在原有的站点进行相应的改变即可实现。
此网络适用于多点分散控制, 实时性要求高的场合, 且处理速度快。能节省配线, 。但存在的问题是有通讯距离的限制,在此系统中不使用FX2N-485-BD或FX1N-485-BD时,大延伸距离是500M,(使用时:大50M)
一.概述
在商用制冷系统中压缩机的控制大都采用机械式控制,机械式控制存在着许多不足,如:体积庞大,接线麻烦,不易维护,控制精度差,致使制冷系统中制冷剂的压力波动太大,造成制冷效果差,冷藏食品解冻受损,给用户造成巨大的经济损失。
近年来市场上也出现了一些采用单片机,工控机控制的控制器。采用单片机开发的控制器由于抗干扰能力差,人机界面不够友好,操作繁琐,给用户带来了很多麻烦,也没有得到普及。而采用工控机控制的控制器由于大多是国外引进的产品,全英文界面,不仅操作繁琐,价格昂贵,大多数用户不能接受。也得不到推广,本文介绍的控制器正好这一空白。它不仅体积小,接线简单,人机界面友好,维护方便;控制精度高,运行可靠,使制冷系统中制冷剂的压力波动很小,制冷效果好,冷藏品得到了很好的保护;近用于冷链中广泛使用的并联机组,对冷量变化的**调节和压缩机运行寿命的均匀调节,非常适合并联机组的实际使用情况;并且,价格适中,受到了广大用户的普遍欢迎。五年来全国累计四十多套投入运行,运行情况良好。
二.系统的控制原理
本控制器主机采用三菱公司的PLC,型号为:FX2N—48MR,数据采集部分采用三菱公司的数据采集模块,型号为:FX2N—4A/D,现场监视的人机界面采用三菱公司的图形操作终端,型号为:F940GOT。由主机,调制解调器,公用电话网,计算机,SCADA软件组成远程监控系统。
系统的工作原理:通过FX2N—4A/D采集系统压力,电压,温度以及设备的保护等信号,并对模拟信号进行数字滤波,抗干扰滤波,进行模拟量的量化和标度变换,与设定参数进行比较判断,根据比较结果和保护信号控制压缩机的启动与停止。当需要开机时,根据所有压缩机的开机时间,判断哪一台压缩机开机时间短,判断其保护信号是否正常?如果正常,则开机,否则判断下一台压缩机,。。。。。。直到后一台。当需要停机时,根据所有压缩机的开机时间判断哪一台压缩机开机时间长,输出停机控制信号。
正常工作情况下,任何一台压缩机的保护信号出现故障,主机一旦检测到故障信号,立即输出停机信号,停止相对应的压缩机,并发出报警信号,告诉值班人员系统出现故障,需要人工监视。主机一旦检测到故障的恢复信号,也会立即输出开机信号,启动相对应的压缩机。
F940GOT是人机接口图形操作终端,通过它可以输入系统运行参数,可以手动操作,例如:手动启动或停止压缩机等等。它可以显示系统运行的各种参数及系统运行的各种状态。压缩机的各种保护信号可以通过主机的开关量输入端输入PLC作为压缩机的开机条件。安装了SCADA软件的计算机通过调制解调器,公用电话网与PLC 连接,可以实时读取系统运行参数及设备运行状态从而进行实时的远程监控。采用本系统可以预防系统即将出现的故障,并及时采取补救措施,从而为客户挽回不必要的经济损失
输入部分:输入部分包括模拟信号输入和开关信号输入两部分组成。
模拟信号包括:安装在吸气集管上的吸气压力传感器(0~200PSIG),和安装在排气集管上的排气压力传感器(0~500PSIG)和温度传感器。还有监视系统供电电压的电压传感器。
开关信号包括:安装在压缩机上的电子热保护(温度探头安装在电机绕组内),安装在压缩机吸气侧的低压开关,安装在压缩机排气侧的高压开关,油位控制器,油压差控制器. 电子热保护根据安装在电机绕组内的温度探头感知的绕组温度的高低,发出一个开关信号,当温度高于设定值时断开控制回路,则接通控制回路,主要防止因绕组温度过高而导致的压缩机故障。安装在压缩机吸气侧的低压开关主要用于:当系统进入机械后备状态时,根据吸气压力的高低来控制压缩机的开/停。安装在压缩机排气侧的高压开关则用于:当排气压力超过上限设定值时断开控制回路,停止压缩机的运行,防止由于排气压力过高而造成的压缩机故障。油位控制器:当压缩机的瑞滑油供应不上时(系统油位低于某一设定值时)断开控制回路,停止压缩机的运行,可以有效防止压缩机因缺油干磨导致的损坏。油压差控制器.用于监测半封闭压缩机高低压腔油压差,当油压差太小时将出现润滑油供应不上,影响压缩机的润滑,将导致压缩机干磨。还有监视系统供电电源的相序保护器。
输出部分:通过中间继电器控制压缩机和报警。
一方面,主机通过RS 422接口与触模屏(图形操作终端F940GOT)连接,触模屏作为一种人机接口,可以通过它进行系统参数的设定,系统运行工况的监视等等。另一方面,主机通过RS 232接口与调制解调器连接,通过公用电话网,把系统参数,系统运行工况传送到远方的计算机以便于进行远程的监控和远程维护。
四.控制软件的编制思路
在控制软件编制之前,要搞清楚影响压缩机运行的各种因素,以及各种因素本身的特性和它们之间的相互关系,结合本控制器,影响压缩机运行的各种因素如下:
1.系统的吸气压力,
2.系统的供电电压,
3.三相电源的相序保护,
4.压缩机的电子热保护,
5.压缩机的低压开关,
6.压缩机的高压开关,
7.压缩机的油位控制器,
8.压缩机的油压差控制器,
正常情况下,在设备安装完毕后应校正三相电源的相序,保证三相电源的相序是正确的;系统的供电电压应处于正常范围内(线电压为交流380V±15℅)。当压缩机的电子热保护探测到的绕组温度正常,压缩机的排气压力低于设定值,压缩机的油位正常,压缩机的油压差控制在必要的范围内,此时当系统的吸气压力高于设定值时,压缩机即可以开机运行。
在设备运行过程中,三相电源的相序是不变的,当系统的供电电压超出正常范围(线电压为交流380V±15℅)时,控制器将发出电压故障报警信号,将停止所有正在运行的压缩机,提醒值班人员检查系统电源供电情况,直到解除故障。
在设备运行过程中,无论压缩机的电子热保护,压缩机的高压开关,压缩机的油位控制器,压缩机的油压差控制器那一个出现故障,都可以随时停止相应的压缩机;当故障解除后,相应的压缩机即可根据控制器的需要随时投入运行。
压缩机的低压开关主要用于机械后备。当主控制器故障时将让出控制权,由压缩机的低压开关控制系统继续运行,以保持制冷系统正常工作,避免因主控制器故障而导致整个制冷系统停止工作。
五.人机界面的设计
人机界面采用三菱公司的图形操作终端:F940GOT—LWD。在进行人机界面的画面设计之前应该了解系统要监视和操作的内容,这里我们要监视系统的吸气压力,压缩机的运行状况(即目前压缩机是运行状态还是停机状态,自动运行状态还是强制运行状态),系统电源电压,各台压缩机运行时间等等。还要设计运行参数设置的画面和手动操作的画面,以及系统故障后的报警画面和报警解除画面,报警记录和运行记录的清除画面。
在主菜单画面中,显示了系统操作的一级菜单,它包括厂商信息,运行显示,运行记录,报警记录,参数设置,系统维护等画面。
在厂商信息画面中,记录了本软件的研发背景和公司的简单介绍。
在运行显示画面中,可以监视系统的吸气压力,压缩机的运行工况,系统电源电压及系统时间,日期,还可以显示系统目前是自动运行状态还是强制运行状态。
在运行记录画面中,记录了低温系统和中温系统中各台压缩机详细的运行时间和本记录开始时间。本记录开始时间以 年,月,日,时,分,的形式显示,压缩机的运行时间以 时,分,的形式显示。
在报警记录画面中,记录了报警的历史记录和当前正在进行的报警,以及各种报警的频率和报警提示信号,在此画面中可以解除正在进行的报警的音响信号。
在参数设置画面中,可以对系统运行的基本参数进行设置,它包括调试阶段部报警的时间,压力和电压报警的延时时间 ,故障判断时间,压缩机的开机间隔时间;压缩机的台数,系统压力设定点,系统压力波动范围和压力上下限报警设定值等等。
在系统维护画面中,可以对系统运行进行人工干预(强制操作),可以强制开启某一台压缩机,或者强制停止某一台压缩机;在系统维护画面中,还可以对系统运行记录和报警记录进行清除操作。在此画面中为了防止误操作,特意设置了防误程序。还设计了三级密码,用以限制用户的越级操作。
由于本软件采用中文界面,语言简洁,操作简单方便,受到了广大用户的好评。
在plc程序控制中,有时需要将运算的中间结果进行暂时存储,等到要用时再取出来使用,在PLC中有11个被称为栈,存储中间运算结果的存储器。使用MPS指令将程序运算的中间结果压入栈中的层,栈中原来的数据依次向下一层移动;使用MRD指令将栈中上层的数据读出,读栈时,数据不发生移动;使用MPP指令将存入栈中的数据向上一层移动一次,并将上层的数据取出。打个比方,进栈好比手枪压子弹,出栈好比退子弹,**的后出,后进的先出如图所示。
MPS与MPP指令必须成对使用,且连续使用不超过11次,图是栈指令的使用说明。
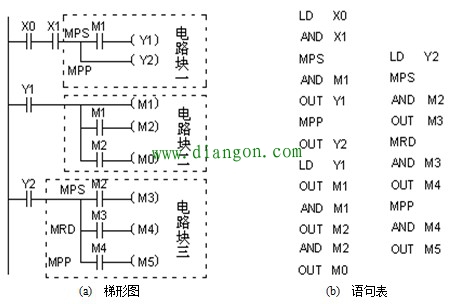
图 栈指令的使用说明
电路块一与电路块三需要用栈指令,而电路块二是在OUT指令后,通过接点对其它线圈使用OUT指令称为纵接输出或连续输出,这种连续输出可以多次重复使用,如是顺序改成电路块一的顺序,则必须使用栈指令,这时程序步会增多,在程序设计时要仔细斟酌。
脉冲微分指令主要用于检测输入脉冲的上升沿与下降沿,当条件满足时,产生一个很窄的脉冲信号输出。有PLS、PLF两条指令。
1 PLS指令
PLS指令称为上升沿脉冲微分指令。其功能是:当检测到输入脉冲信号的上升沿时,使操作元件Y或M的线圈得电一个扫描周期,产生一个宽度为一个扫描周期的脉冲信号输出。
该指令的操作元件为输出继电器Y和辅助继电器M,但不含特殊继电器。
PLS指令的使用如图2所示。
2 PLF指令
PLF指令又称为下降沿脉冲指令。其功能是当检测到输入脉冲信号的下降沿时,使操作元件Y或M的线圈得电一个扫描周期,产生一个宽度为一个扫描周期的脉冲信号输出。
该指令的操作元件为输出继电器Y和辅助继电器M,但不含特殊继电器。
PLS指令的使用如图3所示。

引言
可编程控制器(PLC)以其运行可靠、易学易用、抗干扰性强等特点,在工业控制中得到广泛应用。较多的应用只是根据工艺编制相应的梯形图,用以代替传统的继电器电器控制线路,功能非常有限。近年来各种型号的PLC 在功能上已经有了极大的提高,允许用户做许多底层操作,几乎可以象单片机一样灵活,加上有众多的外围设备可以选用,这就给软件、硬件设计带来了很大的灵活性和**性。本文通过三菱FX2N-PLC 在一条电镀自动线上的应用,说明如何充分开发PLC 的**功能,达到行车动作的灵活设定、动态修改的功能,
以及断电恢复、通讯、新型人机界面的应用。
2 系统简介
系统采用集散控制,参见图1,上位机使用工控微机,负责工艺调度、质量管理等宏观控制;下位机使用三菱FX2N-PLC,控制行车的动作。行车吊勾(提升电镀工件用)的垂直定位采用接近开关,水平定位采用旋转编码器,垂直和水平的运动都使用变频控制普通交流异步电机来驱动,控制面板使用三菱的F940GOT 触摸屏人机界面。
3 PLC 的应用
3.1 动作表
行车动作无非就是上下左右受控移动,按照的顺序(即动作表)完成一系列的动作。要求有几套动作表可以选择,动作可以静态修改,也可以在运行时由上位机动态修改。这种要求若是仅用简单的梯形图是无法实现的,因为动作都是由梯形图中的触点指令实现,而梯形图指令在运行时是不能修改的。现在的FX2N-PLC 增加了许多应用指令(底层操作,相当于微机的汇编指令),以及提供了许多可供用户使用的数据存储单元,并且有间接寻址功能,这就使表结构操作成为可能。在这里,我们把行车的一个动作定义为:“到几号工位上升,再到几号工位下降",或者是“延时几秒",每个动作由一个字(16 位)组成,每个动作表由若干个动作字组成,放在PLC 的数据寄存器里,动作表由PLC 程序初始化,也可以在运行时通过串行通讯由上位机读取和修改,PLC 程序在运行时只是不断地解释和执行动作表。
3.2 动作的解释和执行
动作字有3 种:行车动作字、延时动作字、结束标志。
(1) 行车动作字:
动作字的高字节表示“上升所到的工位号", 低字节表示“下降所到的工位号",例如:“0205"表示让行车开到02 号工位,上升,再开到05 号工位,下降。
由于一个行车动作字表示的是宏动作,由:“前进或后退,水平到位,上升,上到位,再前进或后退,水平到位,下降,下到位,完成"几个微动作组成,通过FX2N-PLC 的步进阶梯指令STL 实现非常合适。我们可以把行车的宏动作分解为几个状态,在到位时进行状态
转移。参见图2 的STL 状态转移图。
垂直到位比较简单,用上下到位接近开关直接控制即可。
水平到位稍微复杂一些。在程序初始化时将每个工位的准确位置送到数据寄存器里,称做工位位置表,每个工位的实际位置数据通过实测得到。动作表、工位位置表、行车水平运动的关系请参见图3。运行时通过旋转编码器得到行车的当前位置,每毫米大约发3 个脉冲。在做水平动作时,先取出动作字,分离高低字节,得到目标工位号,将此工位号作为工位位置表的偏移量,用间接寻址方法得到目标工位位置,若当前位置大于目标位置则令行车后退,则前进,直到行车到目标位置前一个提前量时,令行车转为慢速;当行车到目标位置前另一个提前量时,令行车制动。这二个提前量都根据实际情况加以调整,慢速提前量通常为半个工位间隔,制动提前量根据实际的行车速度、惯性而定。经过调整,终定位精度可以达到±1mm 左右。
图4 是行车水平处理子程序,在二个水平进退STL 状态中先设置好目标工位,再调用该子程序,行车就会前进或后退,直到目标位置停下来,发出完成标志M86,即可转入下一STL状态。
图4 水平处理子程序
(2) 延时动作字:
延时动作字的高字节用7EH 作为标识,低字节为延时值,如“7E30"。延时动作比较简单,取出动作字,分析一下若是延时动作,将延时值送延时定时器就可以了。以前的PLC 定时器常数在梯形图中设定,运行时不能改变,FX2N-PLC 定时器允许将数据存储器的内容作为定时值,才使在运行时改变定时常数成为可能。
(3) 结束标志:
每个动作表用7FFFH 作为结束标志,执行到结束标志表示一圈做完。若是单圈模式的话就
进入停止状态,若是连续模式的话就让动作表指针重新指向表首,继续运行。
3.3 自动校正
由于旋转编码器指示的是行车的相对位置,在运行前应该校正一下行车的位置。我们采取在水平方向上安装一个校正用接近开关的方法,让行车在开始运行前先朝某方向去找校正接近开关,若在3 秒钟内未碰到校正接近开关,或碰到了极限开关,就让行车朝另一方向去找。只要碰到校正接近开关,就把旋转编码器计数器置为某一个确切值,行车的位置就校正了。在以后的运行中,行车每次经过该校正接近开关,行车位置都会被校正,这样可以消除积累误差。
3.4 断电恢复
以前一般的电镀自动线控制系统往往没有断电恢复功能,在电镀生产线工作中如果遇到突然断电,往往结果很尴尬。很快又来电了,但由于看不出是在哪一步停下来的,只能从头来过,造成已经在镀的工件报废。利用PLC 的失电保存功能,我们这个系统具有断电记忆,来电恢复的功能。为实现该功能,应该整理一下所用到的寄存单元,分为要记忆和不要记忆的二部分。象STL 状态、运行模式、运行状态等都是要记忆的,而用作动作表指针的变址寄存器V、Z 无失电保存,需要用其他有失电保存的寄存器作为映象后备。一般的临时单元都不需要失电保存,每次RUN 的时候都初始化这些单元。还应注意的是,来电后可以继续刚才的工作,但来电后自动运行起来也是有危险的。本系统是这样处理的:当RUN的时候检查一下,若原先是在运行状态下断电,则令系统处于暂停状态,等待操作者通过操
作面板按下“运行"键后才继续工作。如果断电时正在做水平运动,则因PLC 已经失电,而行车的由于惯性仍有运动,造成PLC 记忆的行车位置和实际位置不符,在重新运行时应该自动校正。
3.5 通讯
FX2N-PLC 提供了比较良好的通讯机制,只要在主机上扩展一块RS232 通讯模块(FX2N-232BD)即可。FX2N-PLC 的应用指令中有完善的串行通讯指令,可以方便地使用。
在本系统中,上位机主动发送通讯串,PLC 接收到通讯串,根据通讯串中的命令号,作出相应的动作,参见图5。上位机可以让PLC 返回或修改当前的工作状态、返回或修改动作表中的动作字等,只要编制相应的软件,上位机就可以监视、控制自动线的运行。
4 控制面板
常规的控制面板由按钮、拨盘、开关、指示灯、数码管组成,我们这次使用了三菱公司的F940GOT 人机界面,它是一个带触摸屏的彩色液晶显示器,可以自由布置各种显示、控制器件,如按钮、键盘、开关、指示灯、文字、数码管、图片、进度条等,取代了所有的常规
面板元件。这不仅大大节省了PLC 可贵的输入输出点,具有外观新颖、信息量大、使用方便、修改灵活等特点。在应用中还可以使用多屏画面,把各种显示、控制要求按功能分成多个画面,相当于多个小控制面板,再用一个封面画面负责切换。
图6 是本系统控制面板中的主控画面,具有运行模式(单步、单圈、连续)的设定和显示;运行状态(运行、暂停、停止)的设定和显示;工艺(动作表)选择;行车动作的显示;手动控制;当前行车位置的数字和图形显示;定位误差的显示;动作步的显示和修改;当前动作字的显示;动作表的查询显示等。
5 结束语
由于该电镀自动线充分开发了FX2N-PLC 的多种**功能,并采用了较多的**控制手段及新型的控制器件,使整个系统具有较优良的性能。经过一年多的实际运行,证明该系统是成功的。由此我们看到,由于PLC 具有许多优异的性能,并且功能也日益强大,只要深入
理解这些PLC 的原理,加强二次开发,就可以在更多的领域发挥PLC 的作用