西门子模块6ES321-1CH00-0AA0
1 现象描述
在许多项目中,经常会使用DP/DP Coupler来实现2个DP主站之间的DP网络通信,2个DP主站也是由两方合作一起完成数据交换。


DPDPCoupler.rar (795,1 KB)
该通信方式是需要双方合作才能完成实现的,只要有一方通信设置出现问题,就无法完成2个DP网络之间的正常通信,还无法判断由哪方来承担该通信方式出错的责任。
鉴于这种现象,本文档设计了一个方法,可以自己测试自己的DP/DP Coupler的DP网络是否设置正确。
2 测试方法 2.1 组态设置
都知道DP/DP Coupler用来实现2个 DP网络之间的通信,在合作双方的实际情况中,任何一方的DP主站系统中,DP网络都只是下挂1个DP/DP Coupler。如下图所示。

图2-1
而本文档设计的方法,就是借用合作方的使用的DP/DP Coupler的DP接口,即将DP/DP Coupler的2个DP接口都纳入到自己的DP系统网络中。如下图所示。

图2-2
那么,在自己的DP网络系统继续添加一个相同的DP/DP Coupler,即本DP网络下挂2个DP/DP Coupler,DP地址就是DP/DP Coupler模块播码的地址。如下图所示。

图2-3
如图2-3所示,分别点击7号和8号,为两个站分配相应的I/O传输地址。需要注意:7号站首行是输入32个字节,那么8号站首行必须是对应输出32个字节;7号站第二行是输出32个字节,那么8号站第二行必须是对应输入32个字节。

图2-4
将测试组态好的项目,下载到CPU中。
2.2 通信测试
在项目中新建2个变量表,分别取名7号站和8号站,如下图所示。

图2-5
在7号站变量表中,新建10个输入(IB0-IB9)和10个输入(QB0-QB10),在8号站变量表中,新建10个输入(IB32-IB41)和10个输入(QB32-QB41)。如下图所示。

图2-6
给QB0-QB10分别赋值B#16#01——B#16#10,给QB32-QB41分别赋值B#16#11——B#16#20。如下图所示。可以看到,7号站和8号站,分别接收到对方发生过来的数据。

图2-7
如果这种测试可以成功,表示自己项目的DP/DP Coupler的配置就是正确的
6ES7317-2AK14-0AB0参数详细
SIMATIC Assessment Suite - Data Collector (SAS-DC)-原名为SIMATIC Diagnostics Tool (SDT)-可以帮助用户简单而又容易地从计算机或其它设备收集诊断信息和系统信息。
可以从本地系统或者网络中的系统收集诊断信息和系统信息。 这些诊断信息和系统信息存储在系统特定的归档里。
功能
从系统收集诊断信息和系统信息
以ZIP格式归档收集的信息,按不同系统归类
通过组态工具(Settings Manager)收集特定系统组态的数据信息
设置保存到组态文件中
优点
可以快速收集大量诊断信息和系统信息
收集只需一次"点击"。这样就省去了耗时的对每个系统的诊断信息和系统信息的手动收集
无需安装
配置可以保存并使用
配置可以转发
运行这个工具后,所有已组态系统的诊断信息和系统信息可以在一台计算机上集中获取
系统要求
可以运行在标准Windows操作系统上
数据收集
从本页下载"SDT2016_1.zip" 文件到你的系统并解压到你选择的文件夹,比如,"D:\Diagnose"。
| 从本地系统的数据收集 | 通过网络的多系统收集数据 |
启动工具。 点击"Start Collecting"。 一个归档文件会创建在子目录下。
| 启动工具并进入Settings Manager。 为系统创建配置文件并组态。 保存配置。 进入"Collector"选项卡并点击"Start Collecting"。 会在子目录下给每个配置文件创建一个归档文件。
|
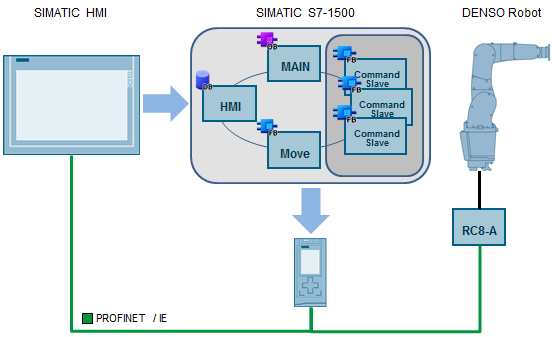
图. 01
PLC 程序通过 "Command Slave" 功能包提供的功能库对机器人进行控制。这些功能块遵循类似于 PLCopen 的标准,与 SIMATIC CPU 集成的运动控制功能相似。机器人可以通过库里的功能块进行启动和监控,并执行基本的运动指令,如点到点运动、直线或圆周运动等。
机器人受机器人控制器控制, "Command Slave" 功能包包含一个命令注释器并安装在机器人控制器上,用于将PLC程序命令传送给机器人。这就确保 RC8-A 机器人控制器的所有运动功能和相关的安全功能为可用状态,并且机器人可以独立于 SIMATIC CPU 负荷执行一般精度的运动功能。
"Command Slave" 功能包在所有装有 RC8-A 控制器的机器人上都可使用。

图. 02
当机器人运动是面向事件的并且适用于要执行的任务时,该功能包非常适用于各种手臂应用和简单的轮廓线运动。
使用该功能包有如下优点:
所有功能组件,如 SIMATIC 控制器和机器人控制器都通过 PROFINET 连接。
机器人集成在 TIA 博途环境中。
机器人在工厂标准中的简单集成,包括安全功能。
通过一台 HMI 可以对整个工厂的所有机器人进行灵活的和故障安全的操作。
电装机器人欧洲公司提供的功能包适用于 STEP7(TIA博途)环境下的 SIMATIC S7-1500 控制器。控制器对于每台机器人均可以使用至少 256 字节的地址空间。
plc是一种专用计算机它的结构形式与微机基本相同,由中央处理单元CPU/存储器、输入输出I/O模块及编程器等组成。PLC的应用分为硬件和软件部分,PLC常见故障也可分为软件故障和硬件故障两大类,其中硬件部分故障占到80%以上。
PLC的硬件包括电源模块、I/O模块、外场输出元件,以及一些导线、接线端子及接线盒组成。现场输入元件主要有行程开关、按钮开关及中间继电器输出触点等,现场输出元件主要有继电器、电磁阀、接触器和电机等。硬件部分常见故障有元器件损伤和接线松动。
元器件出现损伤会致使PLC控制系统停止工作。遇到这种故障,只需要更换同样的元件即可,实际工作中,常常一时无法找到同样元件,这时应该采用元件替换法,将损坏的元器件替换下来。
外围线路中经PLC控制系统的控制柜或操作面板(台)到输入(输出)部件,往往需经接线端子或中间接线盒,由于使用中的震动等原因,接线或元器件接头易产生松动引起故障。这类故障为保证连接可靠,可采用焊接方法。
PLC受干扰将会影响系统信号,造成控制精度降低,PLC内部数据丢失、机器误动作,严重时可能会引起事故。
干扰有外部干扰和内部干扰。在现场环境中外部干扰是随机的,与系统无关,只能针对具体情况对于干扰源加以限制,内部干扰与系统结构有关,通过精心设计系统软件滤波等处理,可使干扰得到大限度的抑制。PLC生产现场的抗干扰技术措施,通常从接地保护、接线安排、屏蔽和抗噪声方面着手考虑。PLC周期性死机的常见原因是长时间的积灰,应定期对PLC机架插槽接口处进行清扫。清扫时可先用压缩空气将控制板上、各插槽中的灰尘吹净,在用95%酒精洗净插槽及控制板插头。清洗完毕后细心组装,恢复开机便能正常运行。
PLC程序丢失通常是由于接地不良、接线有误和干扰等几个方面的原因造成的。为了防止程序丢失,还需要准备好程序包,把一个完好的程序提前打入程序包,以备急用。
1.CPU异常
CPU异常报警时,应检查CPU单元连接于内部总线上的所有器件。具体方法是依次更换可能产生故障的单元,找出故障单元,并作相应处理。
2.存储器异常
存储器异常报警时,如果是程序存储器的问题,通过重新编程后还会再现故障。这种情况可能是噪声的干扰引起程序的变化,否则应更换存储器。
3.输入/输出单元异常、扩展单元异常
发生这类报警时,应检查输入/输出单元和扩展单元连接器的插入状态、电缆连接状态,确定故障发生的某单元之后,再更换单元。
4.不执行程序:
一般情况下可依照输入---程序执行---输出的步骤进行检查
(1)输入检查是利用输入LED指示灯识别,或用写入器构成的输入监视器检查。当输入LED不亮时,可初步确定是外部输入系统故障,再配合万用表检查。如果输出电压不正常,就可确定是输入单元故障。当LED亮而内部监视器无显示时,则可认为是输入单元、CPU单元或扩展单元的故障。
(2)程序执行检查是通过写入器上的监视器检查。当梯形图的接点状态与结果不一致时,则是程序错误(例如内部继电器双重使用等),或是运算部分出现故障。
(3)输出检查可用输出LED指示灯识别。当运算结果正确而输出LED指示错误时,则可认为是CPU单元、1/0接口单元的故障。当输出LED是亮的而无输出,则可判断是输出单元故障,或是外部负载系统出现了故障。
由于PLC机型不同,1/0与LED连接方式的不一样(有的接于1/0单元接口上,有的接于1/0单元上)。根据LED判断的故障范围也有差别。
5.部分程序不执行
检查方法与前项相同
如果计数器、步进控制器等的输入时间过短,则会出现无响应故障,这时应该校验输入时间是否足够大,校验可按输入时间电容容量减小或元件性能不良所致,对接触不良原因可通过轻轻敲PLC机体进行检查。还要检查电缆和连接器的插入状态。
PLC的故障维修是一个十分复杂的问题,在维修过程中应综合考虑各方面的因素,按照一定的方法,才能迅速准确地判断出故障原因并加以排除,使PLC控制系统正常工作