西门子6ES7516-3AN02-0AB0性能参数
1 引言
近年来,我国的钢铁冶炼行业发展迅速,烧结矿是炼铁的主原料,而配料这一工艺是影响烧结矿质量的重要环节,各称量设备只有达到一定精度才能保证矿的质量。本文介绍的是天津钢管公司还原铁厂105M2烧结机配料系统中的称量部分仪表、电气、PLC调试的自动控制。
2 称量系统的介绍及调试
2.1系统介绍
该配料系统中的称量装置采用皮带秤,共14个料仓,各仓所储存料并不完全相同,这里选1#作介绍。料仓下为一变频控制的宽带给料机,料经过宽带流向皮带秤,再给至混合机的皮带,每台秤有两个称重传感器,并连于接线盒,一个速度传感器,各信号经过接线盒传到称重积算仪,再由积算仪将模拟信号和脉冲信号传给PLC,PLC处理后输出DO信号至计算机,对其进行监控操作。PLC将计算机下达的指令传给积算仪进行处理,该过程的原理图如下:

2.2调试
仪表秤需调参数较多,有校准常数、建立测试周期、零点调零、自动间隔校准、量程、零点死区、PID设置、实物校准等等。
按照菜单顺序,依次调整好各参数:
累计单位为t,流量单位为t/h;大秤流量,即秤的量程,设为150t/h,秤分度设为0.1;信号输入方式设置,在未连接速度传感器时选择速度模拟信号,连接之后选择外部输入;测试周期选自动,在皮带上作出明显标志,以秤架上某点作为参考点,启动皮带,运行10周,计出时间,输入到积算仪,自动计算出皮带长度,为8.5m。
校准常数可通过计算公式计算:
校准常数=杠杆系数*皮带长/秤体长
根据公式进行调试,杠杆系数为1.5,但在安装时将传感器位置作了调整,取1,该宽带机皮带长8.5M,秤体长为1.7M,所挂砝码各为17.25KG,计算出校准常数后在称重积算仪中设定,根据这一个参数,再用挂码校准该秤。通过对间隔校准数的调试可得出PID设置中的比例:
间隔校准数=所挂砝码重*皮带所转长度/X
X为比例系数,间隔校准数为积算仪上所显示的重量,两边所挂砝码各为17.25KG,皮带长度取10周,即可得出比例系数,设定好PID进行调校。
零点死区设为0.5%(比静态秤精度要低);实物校准是使用实际物料校准皮带秤,物料过秤前,必须在静态秤上准确称重。启动皮带秤,稳定后按“开始”键,仪表开始累计,在皮带秤上输送校准用的物料,等所有物料通过皮带秤时,按完成键,输入通过皮带秤准确重量后,查看仪表显示误差是否在0.5%内,否则继续调各参数。调准后,调好报警值即可。
3 与电气的联锁
皮带秤与电气上的联锁可从计算机监控画面进行介绍:

图2
图中下料频率设定和下料流量设定均是控制到皮带秤的下料量,可通过“切换”按钮进行切换控制,下料频率是计算机通过PLC至变频器的通讯来控制变频器的输出,从而改变宽带给料机的转速,按照所需料量对皮带秤下料。下料流量设定则是由计算设定所需值输出至PLC,再输入至积算仪,经过PID计算,调整宽带给料机的频率以达到所需下料量的要求。
4 对应PLC程序
以图2中各项参数所对应的程序进行说明。
瞬时流量,即是设定的料流量后反馈给计算机的数据,对应程序如下:

图3
称重传感器将称重数据传送至称重积算仪,积算仪将该信号以4~20mA的模拟信号输送至PLC,如p1chylcxll,转换为数字量信号输出至计算机画面的瞬时流量,如p1chy1cxllout.
本班产量、上班产量、总累计量所对应程序如下:

图4
本班产量指每个班各种料的总量,上班产量则指上一个班的下料总量,总累计量为该料的累计总和。图中%402996为本班产量寄存地址,7为7:00计时,即本班的起始时间,经过图9.86等量整数输出到9.92,%402997为上班产量寄存地址,1为7:01分开始计下料流量,%000500为总累计量的数据寄存地址,每到下一下班是,本班产量即将所有数据输送至上班产量并自动清零,而上班产量在接收本班产量之前则将上班产量中的数据输送至总累计量并清零,再接收本班产量的数据。本班产量的数据则由以下程序来实现:

4为选择输入,2200为起始输入位,1为长度,第二个4为选择输出,2300为终止输入位,该程序的作用是皮带秤每走1吨料,积算仪会发出一个脉冲信号至2300再将数据累计到%402996(本班产量),以此组成一个循环。
对于各量的需求,只要操作工在计算机画面上进行各项设置即可达到配料所需的**度。
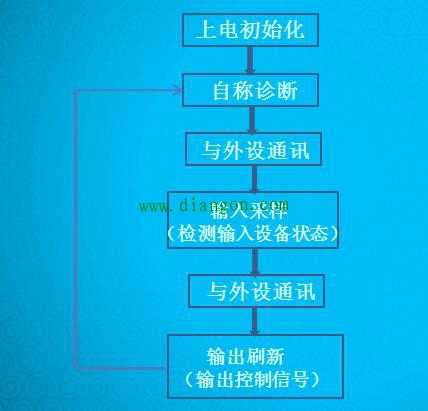
| 一、plc的工作方式 1、PLC是一种由程序控制运行的设备,其工作方式与微型计算机不同,微型计算机运行到结束指令END时,程序运行结束。PLC运行程序时会按顺序依次逐条执行存储器中的程序指令,当执行完后的指令后,并不会马上停止,而是又重新开始执行存储器中的程序,如此周而复始,PLC的这种工作方式称为循环扫描方式。 PLC的工作过程如下图所示:
|