西门子6ES7517-3FP00-0AB0性能参数
冶金行业炼铁厂高炉采用钢丝绳牵引双料斗车差动上料系统,一台料斗车上行上料时另一台料斗车下行装料,由于采用一套钢丝绳卷扬牵引系统,两台工作料斗车行程相等,速度相同,运动方向
料斗车在上下行过程中分别有七个位置检测:底部位(与其他设备控制连锁)、正常停车位、终端保护位、一加速位、二加速位、低速及高速检测位。相应有五个加/减/恒速运行段。其中上升终减速段为关键,位置检测不准或系统运行不当,偶尔发生“冒顶”事故,后果十分严重。所谓“冒顶”,是指由于种种原因,尤其是位置信号检测故障致使上行卸料料斗车超出上行极限,拉断钢丝绳,料斗车坠落,砸坏相关设施。事故造成的设备损失和停炉经济损失巨大。
目前,料斗车运行段控制采用卷扬传动装置“内闭环”控制方式——钢丝绳卷扬机主轴通过机械减速装置带动一电接点式启闭器,启闭器在约定的运行段提供加/减/恒速控制信号,指挥卷扬机直流电机运行。
“内闭环”控制方式可以实施料斗车运行段控制,从高安全性的角度考虑,系统设计还显不足,因为,料斗车运行位置是否正确,完全维系在电接点式启闭器上。启闭器是一电接点旋转行程控制装置,长期使用,易造成触点烧蚀失效。启闭器不便维修,不便配套购买。启闭器维护调试难度大,很小的整定误差,就会导致小车运行的长距离的误差,从而可能引发事故。无论是备件采购维护的困难程度,还是从系统的易维护性和高安全性考虑,都有必要进行改造。系统改造的内容如下:
1、取消电接点式启闭器。在料斗车关键运行段,将现场“静磁栅直线编码器” 、极限部位行程开关、旋转编码器三者结合使用,并在必要的控制位置设置检测开关,以提高系统的可靠性;在料斗车普通运行段采用旋转编码器实施全程监控。所有检测控制信号均通过PLC系统实施,所有实时工况均在一台工业控制计算机屏幕上显示。具体方案实施要点有如下几项内容:倾斜轨道上部双侧后15米减速段安装“静磁栅直线编码器”,实时监测料斗车运行的实际位置,以准确控制料斗车运行。因为当一台料斗车上行卸料时,另一台料斗车下行装料;当上行料斗车卸完料回行时,另一台料斗车正好提升。卸料关键减速运行段为15米,装料提升加速段为10米,均可在上部15米运行段上观测到(具体地讲,任意一台料斗车处于上部时,只要**地控制它的减速上行速度和加速下行速度即可),也避免了在装料机下部位安装位移传感器的不便。“静磁栅直线编码器”位置信号传输至PLC装置。
2、电接点式启闭器改造为旋转编码器,以全程“内闭环”方式测控料斗车运行,其中在关键段与现场“静磁栅直线编码器”一起实施冗余控制,以提高安全系数。旋转编码器信号传输至PLC装置。
3、料斗车卸料极限部位加装防“冒顶”行程开关,以三冗余方式控制“冒顶”事故。并设置底部位、正常停车位、一加速位、二加速位、低速和高速位行程开关,行程开关信号传输至PLC装置。
4、试验确定三冗余方式的容差范围,既确保安全,又方便连续化生产,也为系统各环节故障隐患(如钢丝绳运行后伸长,某位置传感环节失效等)告警提示提供依据。
5、不增加新的PLC,利用原有PLC,协调修改PLC相关程序,实现过程量的检测并实现相关控制。在CRT上编制多幅彩色显示图形,将高炉上料系统,双小车运行动态过程,安全运行时间,安全运行次数,现场装置故障告警提示信息,故障记录数据库等各项工业环节要点以直观的图形和表格方式实时反映到计算机屏幕上。故障(隐患)记录数据库自动更新,长期保存在计算机中。并可在画面上设置必要的操作控制功能。
6、制定一套现场调换钢丝绳,置换料斗车时位置信号同步调整运行的详细工作步骤。 记得两年前刚开始从事软件开发工作时,份任务就是开发一个程序能够实现与三菱plc 串口通信。所谓通信,其实质主要是对PLC 的D寄存器(dword)读写操作。因为日本为了保护其产品,并不开发串口通信协议。在不开发通信协议的情况,如果想实现通信,需要做的便是通过数据分析,破解其通信协议。这里就不讲解如何破解了,主要是介绍下当时博主开发程序的背景。
小编写这篇文章的主要目的是为了分享过去自己的开发经验,因为自己在开发的过程中曾经接受过很多开源软件的帮助,现在这是转入正题。
涉及字节流数据通信,必然要涉及通信协议。鉴于当时的开发需求,博主仅对D寄存器的读写协议分析过。其他寄存器理论上是相似,有兴趣的同学可以自行分析数据进行测试。
D寄存器的通信协议相对比较简单,主要可以分为:
1.问候应答协议
2.状态查询协议
3.状态配置协议
4.数据反馈协议


在PLC通信过程中主要的三个难点在于寄存器的加密解密,数据信息加密和解密,以及字符的校验
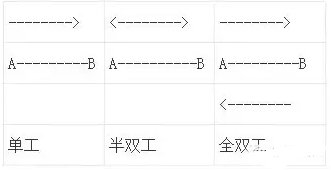
| plc通信主要采用串行异步通信,其常用的串行通信接口标准有RS-232C、RS-422A和RS-485等。 RS-232和RS-422,与上位机通讯时,就是PLC与计算机通信,如果传输距离小于16米可以直接用串口RS-232,如果大于16米就要用PS-232/RS-422转换器将其转换成RS-422再与计算机相连。RS-232接口数据传输速率低,传输距离有限,抗干扰能力差,RS-422采用全双工的通信方式,采用差分传输方式,抗共模干扰能力增强。还有一个RS-485是对RS-422的改进,他们的不同之处在于RS-485采用半双工的通信方式。
|