6ES7511-1UK01-0AB0安装调试
在以齿轮轴为中心的测定圆周上测量齿距值。
单齿距偏差(fpt)实际齿距与理论齿距的差。
齿距累积总偏差(Fp)测定全轮齿齿距偏差做出评价。齿距累积偏差曲线的总振幅值为齿距总偏差。
5)径向跳动(Fr)
将测头(球形、圆柱形)相继置于齿槽内,测定测头到齿轮轴线的大和小径向距离之差。齿轮轴的偏心量是径向跳动的一部分。

6)径向综合总偏差(Fi")
到此为止,我们所叙述的齿形、齿距、齿线精度等,都是评价齿轮单体精度的方法。与此不同的是,还有将齿轮与测量齿轮啮合后评价齿轮精度的两齿面啮合试验的方法。被测齿轮的左右两齿面与测量齿轮接触啮合,并旋转一整周。记录中心距离的变化。下图是齿数为30的齿轮的试验结果。单齿径向综合偏差的波浪线共有30个。径向综合总偏差值大约为径向跳动偏差与单齿径向综合偏差的和。

7)齿轮各种精度之间的关联
齿轮的各部分精度之间是有关联的,一般来说,径向跳动与其它误差的相关性强,各种齿距误差间的相关性也很强。

8)高精度齿轮的条件

8. 齿轮计算公式

标准正齿轮的计算(小齿轮①,大齿轮②)

移位正齿轮计算公式(小齿轮①,大齿轮②)

标准螺旋齿的计算公式(齿直角方式)(小齿轮①,大齿轮②)

移位螺旋齿的计算公式(齿直角方式)(小齿轮①,大齿轮②)

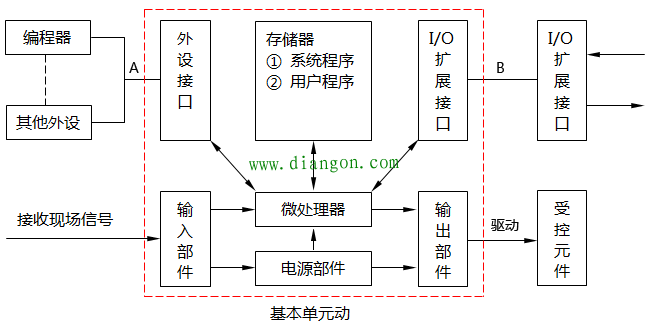
| plc也叫作可编程控制器,主要应用数字以及模式输入的方式实现指令操作,PLC组成成分有六种,其中涉及了电源、中央处理器、保存设施、输入输出接口、功能模板以及通信设施等,其中为注重的设施是保存设施。PLC工作流程主要划分为三部分,部分是输入采样环节,PLC主要是利用控制结构来和外部设施信息进行转换,接口直接安置在I/O总线上方,其中心作用在于起到主机和外部设施之间信息传递的效果。第二部分是用户程序执行环节,这时PLC中一个输入端子需要和另一个输出线圈相对应,对用户程序加以扫描和监管,在开展扫描工作的过程中,需要秉持由左至右的原则来实现触点控制线路的核算,明确RAM存储区在I/O映象中运行情况。第三部分输出更新环节,也就是PLC在I/O映象更新完毕之后,对输出电器触点情况实施验收,采用DAM方式来实现输出电路整体运营效率的全面提升。PLC工作原理见下图。
|