西门子6ES7350-1AH03-0AE0详细说明
炼钢和烧结希看生石灰的质量及CaO含量越高越好。石灰竖炉生产过程同高炉炼铁一样上料正确、布料均匀,焦炭、石灰石配比公道,是烧出好石灰的关键所在,要求配合公道的排灰时间。完全靠人工上料、配料、布料及排灰的方式远远不能满足以上要求,严重制约着生石灰产品质量的进步。针对这一情况对钢1#、钢2#石灰竖炉进行彻底改造,引进三菱FX2N——128MR可编程序控制器,将风机电机及上料电机都采用变频器控制,使风量大小可根据炉温料位高低,料密度大小任意调节,改变了原来风量大小靠调节管道阀门因控制不**而出现过烧或欠烧的情况,达到了科学控制的目的。
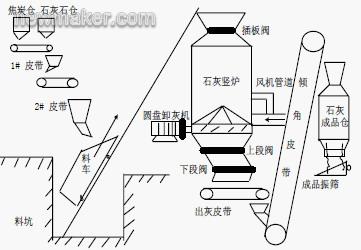
图1 石灰竖炉工艺流程图
1 控制系统设计
本控制系统采用的三菱FX2N——128MR可编程序控制用具有0—77点输进和0—77点输出,采用FX—20P型便携式简易编程器,HPP本体内附8K步程序存储器(FX-EEPROM—8),用超级电容器作断电后备,具有性能可靠、程序编写调试方便、快捷等特点。本控制系统程序先用梯形图设计,用编程器转换成程序语句,输进可编程序控制器中调试好后即完玉成部工作。
在系统设计过程中,根据石灰竖炉生产工艺流程(图1)和上料要求,将自动控制部分划分为:1#、2#供料;1#、2#上料;1#、2#卸灰及公共卸灰等7部分,各部分互联为一体。
1.1 钢1#炉供料PLC系统设计
钢1#炉供料PLC梯形图如图2所示。图中,X21为料车到底(主令)发料信号,X22为1#皮带开车信号(1KM 常开辅助触点),X23为2#皮带开车信号(1KM 常开辅助触点),T4为给焦时间(调节给焦量),T5为给石时间(调节给石量),T6设定时间为T1+T2+T4或T5(取大值)+15 s(皮带输送完料时间),T7为延时振石以便和焦炭同步下到料车里时间。
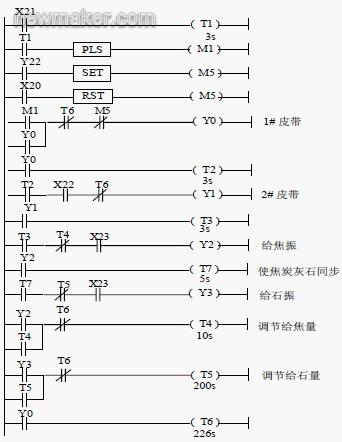
图2 钢1#炉供料PLC梯形图
钢1#炉供料PLC部分自动过程如下:
料车到底(X21),延时3s (T1)开1#皮带(Y0),再延时3s (T2)开2#皮带(Y1),再延时3s (T3)振焦炭(Y2),振焦后延时5s (T7)振石(Y3)。
1.2 钢1#炉上料PLC系统设计
钢1#炉上料PLC梯形图如图3所示,图中,T21为料车下降超时保护,T22为料车上升超时保护,T24为料车上升行程到四分之三处所用时间,T25为插板阀开启过程时间,X1为插板阀开到位信号,X20为车到顶信号(离开消失),X21为车到底信号(离开消失),X22为1#皮带开信号,X31为开插板信号(来自卷扬主令)。
钢1#炉上料PLC部分自动过程如下:
卸灰部分上段阀关到位后(T34),料车开始上升(Y22),延时65s(T22)(或料车上升到减速(X31)时),开炉顶插板阀(Y23),预备下料。料车到顶(X20)延时3s(T20)料车自动下降(Y21),料车下降炉顶插板阀关回(Y23)。为了避免炉顶卡料,假如插板阀5s(T25)后仍未开到位(X1),则自动停卷扬(Y22),防止炉顶溢料。
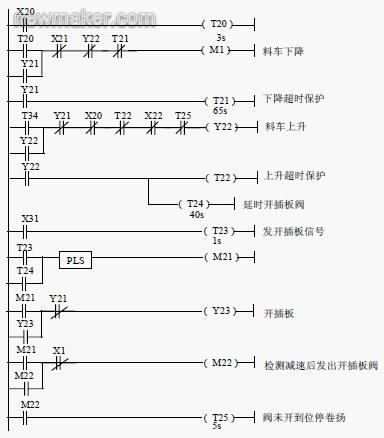
图3 钢1#炉上料PLC梯形图
1.3 钢1#炉卸灰PLC系统设计
钢1#炉卸灰系统PLC梯形图如图4所示,图中,T30为卸灰周期,T33为圆盘机工作时间(调节每次出灰量),T34为上段阀打开时间(值为T33+5s),T35为共用卸灰部分的出灰皮带开后延时开下段阀时间,T36为定时关下段阀时间,X3为上段阀开到位信号,X5为下段阀开到位信号,X7为卸灰段自动位信号,X25为出灰皮带开信号。

图4 钢1#炉卸灰系统PLC梯形图
钢1#炉卸灰系统PLC部分自动过程如下:
打自动(X7)后,即进进卸灰周期(T30),卸灰周期(T30)到后,先开上段阀(Y31),延时2s (T32)开圆盘卸灰机(Y32),延时10s (T33)后停圆盘(Y32),再延时5s (T34-T33)后封闭上段阀(Y31)(此时料车开始自动上升),上段阀关后,共用卸灰部分先开倾角皮带,开出灰皮带(X25),出灰皮带开后延时2s (T35)开下段阀(Y33),下段阀开后延时15s (T36)封闭(Y33)。
1.4 钢1#炉、钢2#炉共用卸灰部分PLC系统设计
钢1#炉、钢2#炉共用卸灰部分PLC梯形图如图5所示,图中,T71为防止1#炉2#炉上段阀封闭时抖动时间,T72为倾角皮带开后延时开出灰皮带时间,T73为1#炉2#炉下段阀都封闭后停倾角皮带时间,X4为1#炉上段阀关到位,X6为1#炉下段阀关到位,X44为2#炉上段阀关到位,X46为2#炉下段阀关到位,X26为倾角皮带开车信号。

图5 钢1#炉、钢2#炉共用卸灰部分PLC梯形图
钢1#炉、钢2#炉共用卸灰部分PLC自动过程如下:
1#炉上段阀关到位(X4)或2#炉上段阀关到位(X44),延时2s (T71)开倾角皮带(Y72),倾角皮带开后,延时3s (T72)开出灰皮带(Y71);当1#炉下段阀关到位(X6)且2#炉下段阀关到位(X46)后,停出灰皮带(Y71),停倾角皮带(Y72)。
1.5 钢2#炉供料PLC系统设计
钢2#炉供料PLC梯形图如图6所示,图中,X51为料车到底(主令)发料信号,X52为1#皮带开车信号(1KM 常开辅助触点),X53为2#皮带开车信号(1KM 常开辅助触点),T44为给焦时间(调节给焦量),T45为给石时间(调节给石量),T47为延时振石以便和焦炭同步下到料车里时间,T46设定时间为T41+T42+T44或T45(取大值)+15s (皮带输送完料时间)。

图6 钢2#炉供料PLC梯形图
钢2#炉供料PLC部分自动过程如下:
料车到底(X51),延时3s (T41)开1#皮带(Y41),再延时3s (T42)开2#皮带(Y42),再延时3s (T43)振焦炭(Y43),振焦后延时5s (T47)振石(Y44)。
1.6 钢2#炉上料PLC系统设计
钢2#炉供料PLC梯形图如图7所示,图中,T51为料车下降超时保护时间,T52为料车上升超时保护时间,T54为料车上升行程到四分之三处所用时间,T55为插板阀开启过程时间,X41为插板阀开到位信号,X50为车到顶信号(离开消失),X51为车到底信号(离开消失),X52为1#皮带开信号,X61为开插板信号(来自卷扬主令)。

图7 钢2#炉供料PLC梯形图
钢2#炉上料PLC部分自动过程如下:
卸灰部分上段阀关到位后(T64),料车开始上升(Y52),延时65s(T52)(或料车上升到减速(X61)时),开炉顶插板阀(Y53),预备下料。料车到顶(X50)延时3s(T50)自动下降(Y51),料车下降炉顶插板阀关回(Y53)。本部分为了避免炉顶卡料,假如插板阀5s(T55)后仍未开到位(X41),则自动停卷扬(Y52),防止炉顶溢料。
1.7 钢2#炉卸灰PLC系统设计
钢2#炉卸灰系统PLC梯形图如图8所示,图中,T60为卸灰周期,T63为圆盘机工作时间(调节每次出灰量),T64为上段阀打开时间(值为T33+5s),T65为共用卸灰部分的出灰皮带开后延时开下段阀时间,T66为定时关下段阀时间,X43为上段阀开到位信号,X45为下段阀开到位信号,X47为卸灰段自动位信号,X25为出灰皮带开信号。

图8 钢2#炉卸灰系统PLC梯形图
钢2#炉卸灰系统PLC部分自动过程如下:
打自动(X47)后,即进进卸灰周期(T60),卸灰周期(T60)到后,先开上段阀(Y61),延时2s (T62)开圆盘卸灰机(Y62),延时10s (T63)后停圆盘(Y62),再延时5s (T64-T63)后封闭上段阀(Y61)(此时料车开始自动上升),上段阀关后,共用卸灰部分先开倾角皮带,开出灰皮带(X25),出灰皮带开后延时2s (T65)开下段阀(Y63),下段阀开后延时15s (T66)封闭(Y63)。
以上各部分相互联系,使整个控制过程有序进行,环环相扣,形成一个完整的工艺控制流程。
外部I/0设备指令是FX系列与外设传递信息的指令,共有10条。分别是10键输入指令TKY(FNC70)、16键输入指令HKY(FNC71)、数字开关输入指令DSW(FNC72)、七段译码指令SEGD(FNC73)、带锁存的七段显示指令SEGL(FNC74)、方向开关指令ARWS(FNC75)、ASCII码转换指令ASC(FNC76)、ASCII打印指令PR(FNC77)、特殊功能模块读指令FROM(FNC78)和特殊功能模块写指令T0(FNC79)。
(1)数据输入指令 数据输入指令有10键输入指令TKY(FNC70)、16键输入指令HKY(FNC71)和数字开关输入指令DSW(FNC72)。
10键输入指令(D)TKY的使用如图3-72所示。源操作数[S.]用X0为首元件,10个键X0~X11分别为对应数字0~9。X30接通时执行TKY指令,如果以X2(2)、X9(8)、X3(3)、X0(0)的顺序按键,则[D1.]中存入数据为2830,实现了将按键变成十进制的数字量。当送入的数大于9999,则高位溢出并丢失。使用32位指令DTKY时,D1和D2组合使用,高位大于99999999则高位溢出。

图3-72 10键输入指令的使用
当按下X2后,M12置1并保持至另一键被按下,其它键也一样。M10~M19动作对应于X0~X11。任一键按下,键信号置1直到该键放开。当两个或更多的键被按下时,则按下的键有效。X30变为OFF时,D0中的数据保持不变,但M10~M20全部为OFF。此指令的源操作数可取X、Y、M、和S,目标操作数[D.]可取KnY、KnM、KnS、T、C、D、V和Z,[D2.]可取Y、M、S。16位运算占7个程序步,32运算时占13个程序步。该指令在程序中只能使用一次。
16键输入指令(D)HKY的作用是通过对键盘上的数字键和功能键输入的内容实现输入的复合运算。如图3-73所示,[S.]指定4个输入元件,[D1.]指定4个扫描输出点,[D2.]为键输入的存储元件。[D3.]指示读出元件。十六键中0~9为数字键,A~F为功能键,HKY指令输入的数字范围为0~9999,以二进制的方式存放在D0中,如果大于9999则溢出。DHKY指令可在D0和D1中存放大为99999999的数据。功能键A~F与M0~M5对应,按下A键,M0置1并保持。按下D键M0置0,M3置1并保持。其余类推。如果按下多个键则先按下的有效。

图3-73 16键输入指令的使用
该指令源操作数为X,目标操作数[D1.]为Y。[D2]可以取T、C、D、V和Z,[D3.]可取Y、M和S。16位运算时占9个程序步,32位运算时为占17个程序步。扫描全部16键需8个扫描周期。HKY指令在程序中只能使用一次。
数字开关指令DSW的功能是读入1组或2组4位数字开关的设置值。如图3-74所示,源操作数[S]为X,用来指定输入点。[D1]为目标操作数为Y,用来指定选通点。[D2]指定数据存储单元,它可取T、C、D、V和Z。[n]指定数字开关组数。该指令只有16位运算,占9个程序步,可使用两次。图中,n=1指有1组BCD码数字开关。输入开关为X10~X13,按Y10~Y13的顺序选通读入。数据以二进制数的形式存放在D0中。若n=2,则有2组开关,第2组开关接到X14~X17上,仍由Y10~Y13顺序选通读入,数据以二进制的形式存放在D1中,第2组数据只有在n=2时才有效。当X1保持为ON时,Y10~Y13依次为ON。一个周期完成后标志位M8029置1。

图3-74 数字开关指令的使用
(2)数字译码输出指令 数字译码输出指令有七段译码指令SEGD(FNC73)和带锁存的七段显示指令SEGL(FNC74)两条。
七段译码指令SEGD(P) 如图3-75所示,将[S.]指定元件的低4位所确定的十六进制数(0~F)经译码后存于[D.]指定的元件中,以驱动七段显示器,[D.]的高8位保持不变。如果要显示0,则应在D0中放入数据为3FH。

图3-75 七段译码指令的使用
带锁存的7段显示指令SEGL的作用是用12个扫描周期的时间来控制一组或两组带锁存的七段译码显示。
(3)方向开关指令 方向开关指令ARWS(FNC75)是用于方向开关的输入和显示。如图3-76所示,该指令有四个参数,源操作数[S]可选X、Y、M、S。图中选择X10开始的4个按钮,位左移键和右移键用来指定输入的位,增加键和减少键用来设定指定位的数值。X0接通时指定的是高位,按一次右移键或左移键可移动一位。指定位的数据可由增加键和减少键来修改,其值可显示在7段显示器上。目标操作数[D1]为输入的数据,由7段显示器监视其中的值(操作数可用T、C、D、V、和Z),[D2]只能用Y做操作数,n=0~3其确定的方法与SEGL指令相同。ARWS指令只能使用一次,必须用晶体管输出型的PLC。

图3-76 方向开关指令的使用
(4)ASEII码转换指令 ASCII码转换指令ASC(FNC76)的功能是将字符变换成ASCII码,并存放在指定的元件中。如图3-77所示,当X3有效时,则将FX2A变成ASCII码并送入D300和D301中。源操作数是8个字节以下的字母或数字,目标操作数为T,C,D。它只有16位运算,占11个程序步。

图 3-77 ASEII码转换指令说明
特殊功能模块读指令FROM(FNC78)和特殊功能模块写指令T0(FNC79)将在后面介绍。