西门子模块6ES321-1FH00-0AA0
在实际应用中如果PLC组态工艺对象时,当“与驱动装置进行数据交换"及“与编码器进行数据交换"时选择了“运行时自动应动驱动值"及“自动进行编码器值数据交换"时,工程师常常会遇到PLC控制V90 PN起动运行工作不正常的问题,如PLC起动后调用MC_Power功能块对驱动器进行使能时,功能块出现16# 8001错误代码,工艺对象显示“与设备(驱动装置或编码器)通信故障"报警等。为了避免这些问题,请按照本文说明调用MC_Power命令。 1 问题
在实际应用中如果PLC组态工艺对象时,当“与驱动装置进行数据交换"及“与编码器进行数据交换"时选择了“运行时自动应动驱动值"及“自动进行编码器值数据交换"时,工程师常常会遇到PLC控制V90 PN起动运行工作不正常的问题,如PLC起动后调用MC_Power功能块对驱动器进行使能时,功能块出现16# 8001错误代码,工艺对象显示“与设备(驱动装置或编码器)通信故障"报警等。
为了避免这些问题,请按照本文说明调用MC_Power命令。
2 回答
当通过1200/1500 PLC通过组态工艺对象的方式对V90进行控制时,需要使用MC_Power功能块对驱动器进行使能。某些工况下,要求设备启动后,PLC立即通过MC_Power对驱动器进行使能,用户在编写驱动使能程序时,将MC_Power的Enable管脚给定为常1,如果这样编程则需要保证驱动器、编码器与控制器通讯正常。如果PLC先于驱动器完成启动,这样编程MC_Power将无法正常完成使能过程,功能块会报16#8001错误,工艺对象会出现“与设备(驱动装置或编码器)通信故障"报警,如图1、图2所示,只有对工艺对象的故障完成确认后才可以正常使能
6ES7317-2EK14-0AB0参数详细
一.应用简介
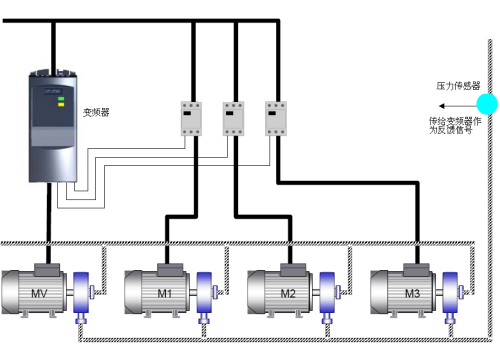
MM430变频器的分级控制用于使用一台变频电机和若干台(1至3台)辅助电机进行闭环控制的应用场合,需要和变频器的PID功能配合使用。系统中的变频电机由变频器进行控制,通过PID控制器调节变频电机的转速。其它辅助电机则由变频器通过数字量输出进行控制。
典型的系统配置如下图所示:
二.参数设置
1. PID参数设置
P0700=2 //控制命令源于端子
P0701=1 //5#端子作为启动信号
P0756.1=2 //反馈信号为电流信号
P1000=1 //频率给定源于BOP面板
P2200=1 //使能PID
P2253=2250 //PID目标给定源于面板
P2240=X //用户压力设定值的百分比
P2264=755.1 //PID反馈源于模拟通道2
P2265=5 //PID反馈滤波时间常数
P2280=0.5 //比例增益设置
P2285=15 //积分时间设置
P2274=0 //微分时间设置(通常不使用微分控制)
在使用分级控制之前要确保变频器的PID功能正确使用。用户可以通过检查PID控制器的设定值(r2262和反馈值(r2272)是否正确,然 后检查PID的输出(r2294)能否根据偏差(r2273)正确进行调节。一般情况下只要保证PID反馈值正确并稳定, 再合理设置比例积分参数后PID控制器就能够较好地工作。
3.分级控制中辅助电机的启停顺序
P2371和P2372的值决定了分级控制时启动和停止辅助电机的顺序。
1) 当P2372=0时,仅由P2371的配置来决定辅助电机的启停顺序
2) 当P2372=1时,根据P2380中的运行时间来决定顺序。启动辅助电机时选择
运行时间少的电机,停止辅助电机时选择运行时间长的电机。如果运行时间
相同,那么会根据P2371中配置的顺序进行选择
以P2372=0,P2371=2和3为例,当P2371=2时,进入分级控制时,启动M1,如果输出仍不够高,则再启动M2,退出分 级控制时则按的顺序停机。当P2371=3时,进入分级控制时,启动M1,如果输出仍不够高,则启动M2并停止M1,如果输出还不够高则运行 M1和M2。退出分级控制时同样按的顺序停机。
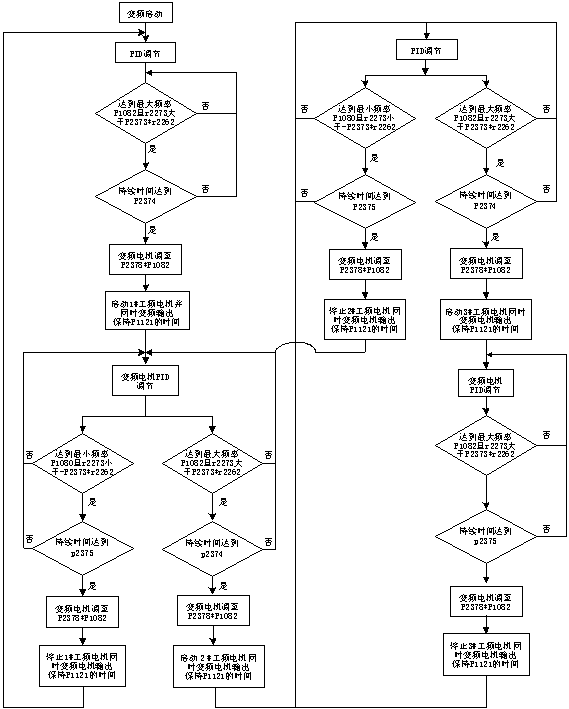
三.系统调节过程
以一台变频电机带3台辅助电机并设置P2371=4,P2372=0为例,系统调节过程如下图所示:
四、与节能控制的配合使用
MM430的分级控制和节能控制可以一起使用。节能控制功能是在变频器输出低于一定频率并保持一定时间后,将变频器切入节能运行状态。节能控制用于加强PID控制器的功能,必须在使用PID控制器时才有效。
节能控制的参数设置如下:
P2390 //节能设定值,变频器输出频率小于P2390*P2000时启动节能定时器
P2391 //节能定时器,当变频器的输出频率小于P2390*P2000并保持P2391
//的时间后变频器将沿斜坡函数曲线降速到零并保持
P2392 //节能再启动的值。当PID的偏差大于P2392时,变频器将沿
//斜坡函数曲线启动到(P2390+5%)*P2000,进入PID控制
节能控制和分级控制一起使用时,要注意以下两点:
1)如果分级控制中还有运行中辅助电机时,不会进入节能状态,只有在只剩变频电机运行时才会进入节能状态
2)当使能了节能控制时,启动变频后必须在PID的偏差大于P2392时变频器才有输出,否则会一定保持在节能状态
注:
1)不同的变频器软件版本其功能会有不同,本例所述功能基于软件版本为V2.0的MM430设备
1. BATT•VD灯亮
该红色LED灯亮时,说明plc内的锂电池寿命已经快结束了,则需要尽快更换新的锂电池,以免PLC内的程序自动消失。如果更换新的锂电池后,该LED灯仍然亮着,则可能是CPU板存在故障。
2. POWER灯呈闪烁状态
如果POWER灯呈闪烁状态,则可能是24+端子与COM端子短路。这时,需要将24+端子的配线拔出。如果指示灯正常,则需要检查线路。如果指示灯依然闪烁,则可能需要检查PLC内的电源板。
3.PROG•E ED灯闪烁
该红色LED灯闪时,可能是程序回路不合理的情况、参数设定出错、存在干扰导等。可以使用掌上型书写器FX-20P-E检查D8004,根据D8004的内容检查D8060~D8069。
4. 面板上POWER灯不亮
1)主机、I/O扩充机座、I/O扩充模组、特殊模组正面均有POWER LED指示灯。
2)主机通上电源时,LED的绿色灯亮。如果主机通上电源后,该指示灯不亮,这时,需要将24+端子的配线拔出。如果指示灯正常亮起,表示FX2的DC负载过大,则不要使用 FX2的24+端子的DC电源,而要采用另行的DC24V电源供应器。如果将24+端子的配线拔出后,指示灯仍然不亮,则可能是PLC内部熔丝烧断,则需要更换熔丝并检查熔丝熔断的原因。
5. 三菱plc X1N-60MR-001通电后ERR灯闪烁,输入X0灯常亮
ERR灯闪烁可能是用户程序丢失导致,于是联机三菱plc编程软件发现程序紊乱。执行内部清除命令,并重新传送程序。再把PLC通电,结果POWER灯亮、RUN灯亮、ERR灯不亮、X0输入亮。于是检查X0线路,发现X0对应的光耦后级连接点的PCB走线与大面积覆铜地线间存在脏污,再经过清洗后通电试机,一切正常。 IEC(国际电工委员会)是为电子技术的所有领域制定全球标准的国际组织。IEC 61131是plc的,其中的第三部分(IEC 61131-3)是PLC的编程语言标准,由于它的诸多优点,已成为自动化工业中拥有广泛应用基础的,有越来越多的PLC厂家提供符合IEC 61131-3标准的产品。
IEC 61131-3已经成为dcs(集散控制系统)、IPC(工业控制计算机)、FCS(现场总线控制系统)、SCADA(数据采集与监视控制)和运动控制系统事实上的软件标准。有的厂家推出的在个人计算机上运行的“软件PLC”软件包也是按IEC 61131-3标准设计的。
IEC 61131-3定义了句法、语义和下述5种编程语言(见图所示):
1)指令表(Instruction List,IL):西门子称为语句表( STL)。
2)结构文本( Structrued Text,ST):西门子称为结构化控制语言( SCL)。
3)梯形图( Ladder Diagram,LD):西门子简称为LAD。
4)功能块图( Function Block Diagram,FBD):标准中称为功能方框图语言。
5)顺序功能图( Sequential Function Chart,SFC);对应于西门子的S7 Graph。

图 PLC的编程语言
| 特别对于初学者非常重要,因为只在电脑上就模拟出了实际运行过程,具有预测性,不至于盲目。有毛病通过程序的运行、监控就可以看的出来,从而进行修改以达到预定的功能。 拓展,如果硬件方面的原理图设计没有漏掉应该有的元件及其应该有的功能的话,则软件编程一定能达到原来预想的功能。如果没有达到,要么是硬件选型是错的或者功能是有纰漏,要么编程还有问题,还需要反复修改、运行直到满足功能上的要求。
|