西门子模块6ES331-7KF02-0AB0
本例无实际意义,但非常有利于分析程序执行过程。系统输入端只需接一个按钮,无输出,参考图5-2,只接X0。分析图5-5中,(a)、(b)、(c)三种情况下,观察计数器的当前值,分析程序执行过程。
程序中M8011为特殊辅助继电器,只要PLC处于运行状态,将不停发出10ms的脉冲信号(5ms通、5ms断)。程序中T0为1s定时,X0闭合后1s,T0导通。C0为增计数器,在X0闭合、T0没有闭合的前提下,记录M8011发出的脉冲个数。理论上,在T0导通,C0计数器停止计数时,计数器的当前值应为100个(1s/10ms=100个脉冲)。三段程序中,只是改变了执行的前后位置,但结果却不同。结合对应的时序图分析其原因。

3.2如何通过操作员面 板启/停电机
在CFC中 调用该功能块后,对相应的基本管脚进行连接即可完成电机的基本控制功能。MotL中 与基本控制功能相关的管脚有:
注:如果希望使用双点脉冲输出型控制 信号,请参考下述5.1章节的内容。
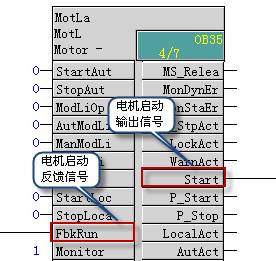
图5操 作员面板启/停 电机的CFC连 接
OS在 线后点击电机图标,打开如图6的 电机操作面板。点击“停 止"右 边的按钮可以弹出命令条,可以启动/停 止电机。
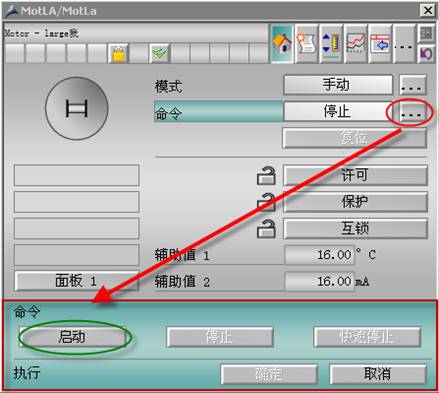
图6操 作员界面手动操作启停点击
西门子PLC卡件6ES7314-6EH04-0AB0
3.3如何通过就地模式 启/停电机
当 需要通过就地操作箱相应的就地按钮来启停电机时,就需要用到MotL功 能块的就地模式控制。MotL功 能块中与就地控制相关的管脚有:
表2就 地启/停 电机相关的管脚
上 述管脚中重要的一个管脚为Localsetting, 通过设置参 数LocalSetting为0,1,2,3,4不 同的数值,可以对电机进行不同的就地控制策略。
LocalSetting = 0 关闭就地模式。
LocalSetting = 1 通过就地模式切换信 号(连接至LocalLi输入管脚)实现就地模式的切换。就地模式下的启停命令(连接至StartLocal和StopLocal管脚)通过MotL块的控制命令(Start管脚)输出到现场MCC柜完成就地控制。
LocalSetting = 2 通过就地模式切换信 号(连接至LocalLi输入管脚)实现就地模式的切换。就地模式下的启停命令不需要连接至StartLocal和StopLocal管脚,而是直接控制MCC柜完成就地控制。MotL 功能块根据反馈信号FbkRun进行电机现场运行状态的跟踪。
LocalSetting = 3 现场不提供就地模式切换信号,而是通过上位机面 板实现就地模式的切换。就地模式下的启停命令(连接至StartLocal和StopLocal管脚)通过MotL块的控制命令(Start管脚)输出到现场MCC柜完成就地控制。
LocalSetting = 4 现场不提供就地模式切换信号,而是通过上位机面 板实现就地模式的切换。就地模式下的启停命令不需要连接至StartLocal和StopLocal管脚,直接输出到MCC柜完成就地控制。MotL 功能块根据反馈信号FbkRun进行电机现场运行状态的跟踪。
表3 LocalSetting设 置
注:LocalSetting管脚默认是不可见的。模式切换 时,只能从手动和自动操作模式切换到就地 模式。
3.3.1就地模式Localsetting=1
就 地模 式LocalSetting = 1 ,控 制信号(远 程/就 地模式切换信号Remote,就 地启停信号Off/On)来 自现场,经 过通道块连接到MotL的 相应参数上。电机块经过通道块将启动信号传递到控制电机启停的控制室(MCC)。 电机的运行反馈通过连接参数FbkRun从 控制室传送到电机块。在这种就地模式下,DCS面 板不能操作,也不能切换到其他模式。
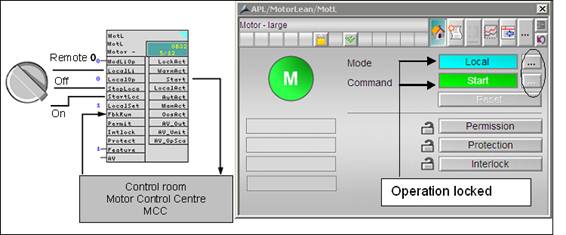
图7就 地模式 LocalSetting = 1
3.3.2 就地模式LocalSetting=2
就 地模式LocalSetting = 2下, 就地开关直接和MCC相 连接直接启停电机。就地模式切换信号连接到LocalLi管 脚,此时DCS中 的MotL块 将基于FbkRun反 馈来校正并跟踪现场电机状态。输入信号StartLocal和StopLocal的 控制在这种情况下不起作用。在这种就地模式下,DCS面 板不能操作,也不能切换到其他模式。
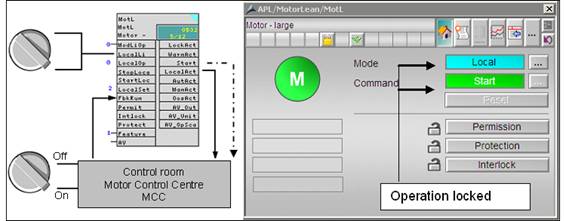
图8就 地模式 LocalSetting = 2
注:可以借助输出参数LocalAct的硬接线连接到控制室,以确保MCC中只有在就地模式下才能从就地启停电 机。
3.3.3就地模式LocalSetting=3
就 地模式LocalSetting = 3下, 同LocalSetting = 1模 式的控制方式。不同的是就地模式的切换通过面板上执行,现场无就地切换信号。
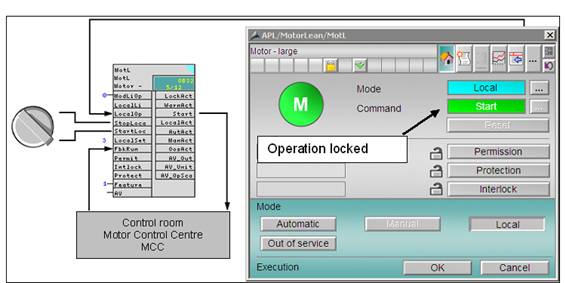
图9就 地模式 LocalSetting = 3
3.3.4 就地模式LocalSetting=4
就 地模式LocalSetting = 4下, 同LocalSetting = 2。 不同的是就地模式的切换通过面板上执行,现场无就地切换信号。
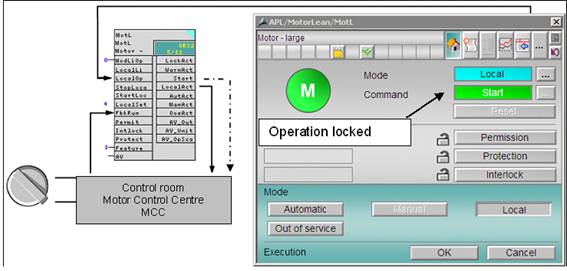
图10就地模式 LocalSetting = 4
3.4如何通过程序互连 自动启/停电机
对 于电机的启停可以通过程序来进行自动控制。MotL功 能块中与程序控制相关的管脚有:
表4程 序启/停 电机相关的管脚
实 现程序模式下的自动控制,有如下两种方式:
1.通 过操作员面板的模式按钮将电机功能块切换至自动模式(ModLiOp=0), 程序中连接StartAut和StopAut实 现自动模式下的启停命令;
2.通 过程序连接ModLiOp和AutModLi, 并分别设置ModLiOp=1(程 序控制模式的切换)和AutModLi=1(进 入自动模式)后,即可通过StartAut和StopAut实 现自动模式下的启停命令。此时,面板上的模式切换按钮和电机启停按钮为灰色不可操作。
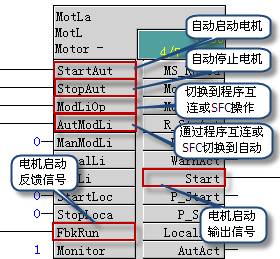
图11 CFC中 通过程序互连启/停 电机

图12通 过程序互连启/停 电机的面板
| plc编程的重点是模拟原有的作业流程,将控制过程由程序运行来完成。核心内容就是对工艺的程序描述。需要熟练掌握PLC程序语言和基本的功能实现。 PLC语言分梯形图和语句及功能图三种。常用的是梯形图,这个适合用于基本逻辑描述,语句表适合对数据加工用,相对难理解些。功能图的适合步进类型的状态功能描述,用的不多。 自学的话需要安装相应的软件,各个厂家的有很多不同点,都类似。要对基本电气逻辑控制有一定的了解,第三就是不断自己模拟编程进行练习,后就是在网上找相关的程序自己研读,搞清楚其中的逻辑过程,并自己从新再编辑一次,如此就能有一定的了解了。就是不断的实践,增强能力。 PLC是工业常用的自动化产品可编程控制器,它就相当于人类的大脑控制其他的器官,可编程控制器说白了就是个CPU,带几个模块,模块功能主要是,模拟量输入输出,数字量输入输出,其他功能计数模块。PLC在工业领域里扮演着重要的角色,作为一家企业或者个人应如何学习PLC呢? 1.有一定的电工基础,掌握传感器、接近开关、编马器、气动元件等常用器件的使用及继电器控制原理。 2.再学数制及数制转换,掌握二进制、八进制、十六进制、BCD码、ASCI码的概念。 3.选择你所在地区流型的PLC品牌做为学习的机种,学会后可以更好的与实际工作对接。 4.买台手提电脑(配制不低于CPU好是双核或以上 ,1G内存,硬盘80G,带串口),必备学习及外出干活的工具。 5. 学会电脑的基本操作,如开机关机、文件保存以及WORD、EXCEL办公软件的基本应用(电脑使用者必会);常用软件的安装与卸载(如编程软件的安装和卸载);打字(用于程序起名及加注释)。 6.寻找plc编程软件及仿真软件、教学软件(当然还要学会使用它们)。必备学习用具。 7. 买相关书及视频教材,学习资料。 8. 找齐该PLC编程手册、使用手册、使用案例,可从网上收集或参加产品推广会获得。工作中肯定会用到的资料. 9. 以上准备好后,您可以自学PLC了,一般来说PLC梯形图的基本指令好学,其逻辑关系与继电器控制原理图相通。但功能指令就难很多了。 10.好是到有实力口碑好的学校培训。比起自学可缩短学习时间,学得更系统,还可多交恩师、学友以利于今后发展。 11. 用一切办法多结识周围的同行、PLC厂家、代理商,以便于得到他们的帮助及有用的信息。 12. 坚持学习,多与同行交流,多动手实践。编程是理论与技能高度结合的,应多看书多实践才能提高编程技术。 我在工作中也用到PLC的地方 大家都是自己编程 试试看如果你是想学习PLC编程的话,要知道PLC是可编程序控制器的英文简称,使用PLC就要先学习能让PLC懂的“语言”,也就是你说的“写什么”,写的是“程序”。一般常用的表达方式有“梯形图”“指令”和“顺序图”几种,我觉得要是初学者还是先学“梯形图”比较容易,因为和平时看的控制原理图比较相似,也就更容易理解一些,当然这几种方式在编程软件上是可以相互转换的,挺方便的。那就从梯形图说起吧,梯形图是由一些有特定含义的符号所组成的,这些符号并不多但作用挺大,要想往PLC里写程序就要先搞懂这些符号。按照要求把他们组合在一起就是PLC能懂的语言了。就是指令,我觉得应该先学习一些通用基本指令,因为无论是用那种可编程序控制器(PLC),其基本的指令代表的意思都差不多,学习通用指令只能是以不变应万变。根据你使用的PLC的品牌和型号选择相应的编程软件,现在买PLC一般都配编程软件和使用手册、编程手册等一些资料,可以很方便的自由使用。或者直接到网上搜一下,会有很多的,也挺方便的。再有就是多看编程手册等书籍,每种编程器都有自己独到之处,有些指令是需要认真学习和理解才能用得更好,采用PLC通过通讯口与变频器连接能够很好地实现对设备的控制,要想达到理想的效果还需要不断的学习和钻研,特别是一些编程技巧,对用好和维护好PLC是很有用处的,我在工作中也用到PLC的地方 大家都是自己编程 试试看 如果你有电气控制方面的基础就会接受的快一点 希望你能早日熟练使用PLC |