西门子6ES7352-5AH00-0AE0性能参数
| 1.西门子plc可靠性高,抗干扰能力强,西门子plc高可靠性是电气控制设备的关键性能。西门子PLC由于采用现代大规模集成电路技术,采用严格的生产工艺制造,内部电路采取了先进的抗干扰技术,具有很高的可靠性。从西门子PLC的机外电路来说,使用西门子PLC构成控制系统,和同等规模的继电接触器系统相比,电气接线及开关接点已减少到数百甚至数千分之一,故障也就大大降低。西门子PLC带有硬件故障自我检测功能,出现故障时可及时发出警报信息。在应用软件中,应用者还可以编入外围器件的故障自诊断程序,使系统中除西门子PLC以外的电路及设备也获得故障自诊断保护。这样,整个系统具有极高的可靠性也就不奇怪了。 2.西门子PLC配套齐全,功能完善,适用性强,西门子PLC发展到,已经形成了大、中、小各种规模的系列化产品。可以用于各种规模的工业控制场合。除了逻辑处理功能以外,现代西门子PLC具有完善的数据运算能力,可用于各种数字控制领域。近年来西门子PLC的功能单元大量涌现,使西门子PLC渗透到了位置控制、温度控制、西门子PLC等各种工业控制中。加上西门子PLC通信能力的增强及人机界面技术的发展,使用西门子PLC组成各种控制系统变得非常容易。 3.西门子PLC易学易用,深受工程技术人员喜欢。西门子PLC作为通用工业控制计算机,是面向工矿企业的工控设备。它接口容易,编程语言易于为工程技术人员接受。梯形图语言的图形符号与表达方式和继电器电路图相当接近,只用西门子PLC的少量开关量逻辑控制指令就可以方便地实现继电器电路的功能。为不熟悉电子电路、不懂计算机原理和汇编语言的人使用计算机从事工业控制打开了方便之门。 4.西门子PLC系统的设计、建造工作量小,维护方便,容易改造,西门子PLC用存储逻辑代替接线逻辑,大大减少了控制设备外部的接线,使控制系统设计及建造的周期大为缩短,维护也变得容易起来。更重要的是使同一设备经过改变程序改变生产过程成为可能。这很适合多品种、小批量的生产场合。 5.西门子PLC体积小,重量轻,能耗低,由于体积小很容易装入机械内部,是实现机电一体化的理想控制设备。 |
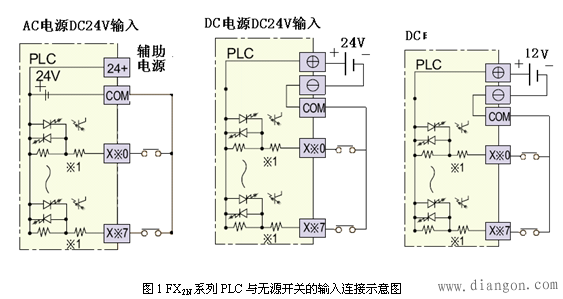
各类plc的输入电路大致相同,通常有三种类型。一种是直流12~24V输入,另一类是交流100~120V、200~240V输入,第三类是交直流输入。外界输入器件可以是无源触点或是有源的传感器输入。这些外部器件都要通过PLC端子与PLC连接,都要形成闭合有源回路,必须提供电源。
1 无源开关的接线
FX2N系列PLC只有直流输入,且在PLC内部,将输入端与内部24V电源正极相连、COM端与负极连接,参见图1所示。这样,其无源的开关类输入,不用单独提供电源。这与其它类PLC有很大区别,在今后使用其它PLC时,要注意仔细阅读其说明书。
2 接近开关的接线
接近开关指本身需要电源驱动,输出有一定电压或电流的开关量传感器。开关量传感器根据其原理分有很多种,可用于不同场合的检测,但根据其信号线可以分成三大类:两线式、三线式、四线式。其中四线式有可能是提供一个动合触点和一个动断触点,实际中只用其中之一;或者是第四根线为传感器校验线,校验线不会与PLC输入端连接的。无论那种情况都可以参照三线式接线。图2为PLC与传感器连接的示意图。www.diangon.com
两线式为一信号线与电源线。三线式分别为电源正、负极和信号线。不同作用的导线用不同颜色表示,这种颜色的定义有不同的定义方法,使用时参见相关说明书。图2(b)中所示为一种常见的颜色定义。信号线为黑色时为动合式;动断式用白色导线。
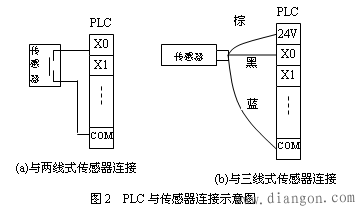
图示传感器为NPN型,是常用的形式。对于PNP型传感器与PLC连接,不能照搬这种连接,要参考相应的资料。
3 旋转编码器的接线
旋转编码器可以提供高速脉冲信号,在数控机床及工业控制中经常用到。不同型号的编码器输出的频率、相数也不一样。有的编码器输出A、B、C三相脉冲,有的只有两相脉冲,有的只有一相脉冲(如A相),频率有100 Hz、200Hz、1k Hz、 2k Hz 等。当频率比较低时,PLC可以响应;频率高时,PLC就不能响应,此时,编码器的输出信号要接到特殊功能模块上,FX2N-11C如采用FX2N-11HC高速计数模块。
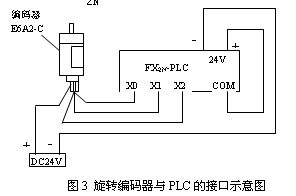
图3为FX2N型PLC与OMRON的E6A2-C系列旋转编码器的接口示意图。
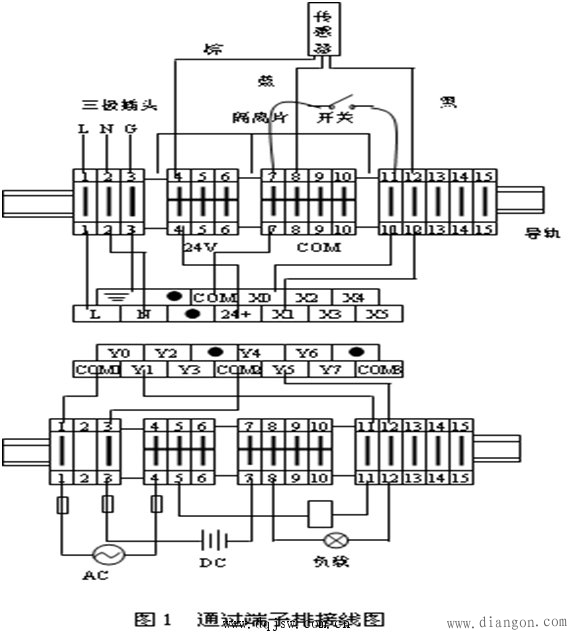
4 三菱plc端子接线图
在工程实际中,一般输入输出设备不可能都直接与PLC连接。PLC的多个输出端子公用一个COM端,也不可能在一个端子上连接几根甚至十几根导线,必须通过端子排连接。
端子排通常是由多片端子并排安装在导轨上组成的。每片端子的两个口是短接的,根据需要可以将各片端子短接在一起。
| plc梯形图,输入要做成倒梯形,即先复杂,后简单,下面是倒梯形示意图:
|
用PC设计一个控制系统时,一个重要的参数就是时间,PC执行程序中的所有指令要用多少时间,(扫描时间)有一个输入信号经过PC多长时间后才能有一个输出信号(响应时间)掌握这些参数,对设计和调试控制系统无疑非常重要。
当PC开始运行之后,它串行地执行存储器中的程序。我们可以把扫描时间分为4个部分。共同部分,例如清除时间监视器和检查程序存储器;数据输入,输出;执行指令;执行外围设备指令。
时间监视器是PC内部用来测量扫描时间的一个定时器,所谓扫描时间,是执行上面4个部分总共花费的时间。扫描时间的多少取决于系统的购置,I/O的点数,程序中使用的指令及外围设备的连接,当一个系统的硬件设计定型后,扫描时间主要取决软件指令的长短从PC收到一个输入信号向输出端输出一个控制信号所需的时间,叫响应时间,响应时间是可变的,例如在一个扫描周期结束后,收到一个输入信号,下一个扫描周期结束后时,收到一个输入信号,下一个扫描周期一开始,这个输入信号就起作用,这时,这个输入信号的响应时间短,它是输入延迟时间,扫描周期时间,输出延迟时间三者的和,如果在扫描周期开始收到了一个输入信号,在扫描周期内该输入信号不会起作用,只能等到下一个扫描周期才能起作用,这时,这个输入信号的响应时间长,它是输入延迟时问,输出延迟时间三者的和,一个信号的小响应时间和大响应时间的计算公式为:
小的响应时间=输入延迟时间+扫描时间+输出延迟时间,大的响应时间=延迟时间+2×扫描时间+输出延迟时间。
从上面的响应时间估算公式可以看出,输入信号的响应时间由扫描周期决定,扫描周期一方面取决于系统的硬件配置,另一方面由控制软件中使用的指令和指令的条数决定,在砌块成型机自动控制系统调试过程中发生这样的情况,自动推板过程(www.diangon.com把砌块从成型台上送到输送机上的过程)的启动,要靠成型工艺过程的完成信号来启动,输送砖坯的过程完成完成了送板的过程,通知控制系统可以完成下一个成型过程。
单从程序的执行顺序上考察,控制时序的安排是正确的,可是,在调试的过程中发现,系统实际的控制时序是,当个成型过程完成后,并不进行自动推板过程,而是直接开始下一个成型过程,遇到这种情况,设计者和用户的反应一般都是怀疑程序设计错误。经反复检查程序,未发现错误,这时才考虑到可能是指令的响应时间产生了问题。砌块成型机的控制系统是一个庞大的系统,其软件控制指令达五六百条。成型过程启动信号,由一个成型过程的结束信号和有板信号产生,这时,就将产生这样的情况,在某个扫描周期内扫描到HR002信号,在执行置位推板过程,直接进行下一个成型过程,这可能是由于输入信号的响应时间过长引起的,在这种情况下,由于硬件配置不能改变,指令条数也不可改变,处理过程中,设法在软件上做调整,使成型过程结束信号早点发生,问题得到了解决。