连铸大包下渣检测装置,用于对炼钢连铸工艺大包水口渣含量的检测,以提高中间包钢水洁净度,获取大包钢水的最佳收得率。该装置采用电磁感应检测原理。
下渣检测的意义:
达到高产量: 为了保证钢包中钢液的洁净度,靠肉眼检测钢渣经常会过早的关闭钢包,降低钢水收得率,而使用钢渣监测系统能准确、及时地检测下渣,使钢包内的残钢量控制在1%-2%,达到高产量。
提高钢水洁净度: 钢渣带入中间包是影响成品钢洁净度的主要原因。使用下渣检测系统可使带入中间包的钢渣量减至极少量,还可使板坯表面的缺陷至少下降80%。
避免水口堵塞: 钢渣带入中间包也是造成二次氧化使水口堵塞的主要原因。使用下渣检测系统后水口堵塞现象可得到大幅度下降。

系统的组成:
下渣检测系统主要有五个部分组成;传感器、前置放大器、信号处理单元,中央处理单元和平台控制箱组成。(见下图)

系统操控流程图:

传感器工作原理:
传感器采用电磁感应的原理进行信号检测,其典型结构是两同心线圈。当初级线圈通以中频激磁电流时,由于磁场作用,在钢流中产生涡流,其磁场方向与线圈产生的磁场方向因为渣的电导率在高温情况下远低于钢液的电导率(约1/1000),在渣中产生的涡流远小于钢液中产生的涡流。浇钢过程中,开始浇铸时流出的全部为钢水,到浇钢后期,钢渣混出,使熔体电导率下降,电磁场将有所增强,此信号由次级线圈测得。
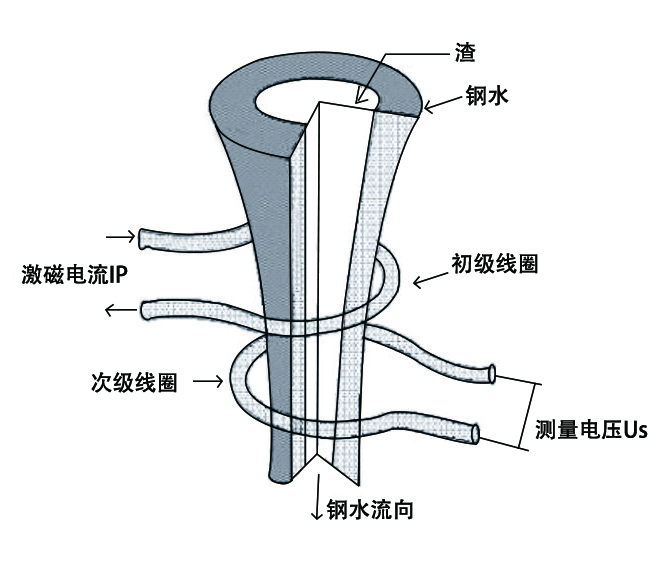
传感器构成原理:
采用耐高温材料将初级线圈和次级线圈隔离,把线圈整体封装在一个特殊钢制成的扁型环中,并从两极线圈中运用独特的技术方法引出两对信号线,传送到二次部分。
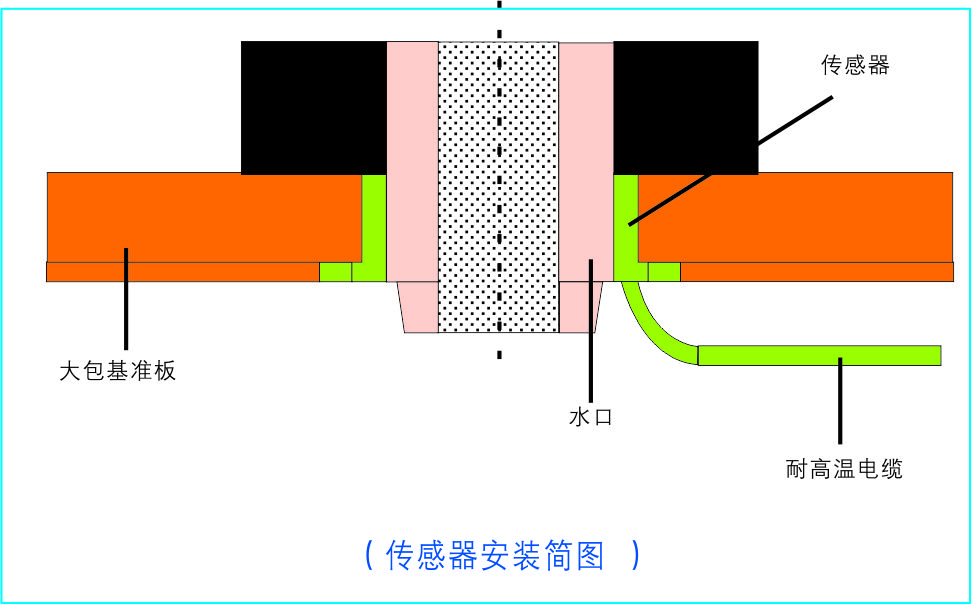
传感器安装:
传感器安装在大包基准板内,与大包水口同轴,并且担当钢包水口套管的导向部件。
技术特点:
1.采用进口材料制造的、安装在钢包底部充当钢包水口导向部件的大包下渣线圈,能长期在高达900℃的环境下正常工作,达到不烧损、不破损并具有良好的微弱渣信号检测特性。传感器的平均使用寿命达到800炉以上。
2.大包下渣线圈的信号接插件,能满足在高温、高阻抗、强氧化条件下的微伏级(1uV=10-6V)渣信号的可靠连接实现长期零阻抗的重复使用。
3.大包下渣线圈在高温环境下长时间工作后,阻抗等分布参数特性发生变化造成信号漂移,系统能够自动识别自动补偿,保障了系统信号处理和报警的准确性。
4. 功能完善,能实际反映钢水浇铸的多种信息,有曲线储存,状态显示,报警显示,输出控制,信息打印等各种功能,能有效的满足生产工艺的要求。
技术指标:
采样时间: