西门子6ES7315-2AH14-0AB0型号规格
1、开关量逻辑控制这是PLC的**基本的功能。PLC具有强大的逻辑运算能力,它提供了与、或、非等各种逻辑指令,可实现继电器触点的串联、并联和串并联等各种连接的开关控制,常用于取代传统的继电器控制系统。使用PLC提供的定时、计数指令,可实现定时、计数功能,其定时值和计数值既可由用户在编程时设定,也可用数字拨码开关来设定,其值可进行在线修改,操作十分灵活方便。
2、模拟量控制
在工业生产过程中,有许多连续变化的量,如温度、压力、流量、液位和速度等都是模拟量。PLC提供了各种智能模块,如模拟量输入模块、模拟量输出模块、模拟量输入输出模块、热电阻用模拟量输入模块、热电阻用模拟量输出模块等,通过使用这些模块,把现场输入的模拟量经A/D转换后送CPU处理;而CPU处理的数字结果,经D/A转换成模拟量去控制被控设备,以完成对连续量的控制。
3、闭环过程控制
使用PLC不仅可以对模拟量进行开环控制,还可以进行闭环控制。配置PID
控制单元或模块,对控制过程中某一变量(如速度、温度、电流、电压等)进行PID控制。
4、定时、定位、计数控制
PLC具有定时控制的功能,它为用户提供了若干个定时器,定时器的时间可以由用户在编写程序时设定,也可以用拨盘开关在外部设定,实现定时或延时控制。定位控制是PLC*的控制功能之一。PLC提供了定位模块、脉冲输出模块等智能模块,以实现各种需求的定位控制。PLC具有计数控制的功能,它为用户提供了若干个计数器或高速计数模块。计数器的计数值可以由用户在编写程序时设定,也可以用拨盘开关在外部设定,实现计数控制。
5、顺序(步进)控制
在工业控制中,选用PLC实现顺序控制,可以采用IEC规定的用于顺序控制的标准化语言——顺序功能图进行设计,可以用移位寄存器和顺序控制指令编写程序。
6、网络通信
现代PLC具有网络通信的功能,它既可以对远程I/O进行控制,又能实现PLC与计算机之间的通信,从而构成“集中管理,分散控制"的分布式控制系统,实现工厂自动化。PLC通过RS232接口可与各种RS232设备进行通信。PLC还可与其它智能控制设备(如变频器、数控装置)实现通信。PLC与变频器组成联合控制系统,可提高交流电动机的自动化控制水平。
7、数据处理
现代PLC具有数学运算(含矩阵运算、函数运算、逻辑运算)、数据传送、数据转换、排序、查表、位操作等功能,可以完成数据的采集、分析及处理。 这些数据可以与存储在存储器中的参考值比较,完成一定的控制操作,也可以利用通信功能传送到别的智能装置,或将它们打印制表[2]。SIMATIC S7-300 系列
PS307 电 源 模 块
6ES7307-1BA00-0AA0 120/230VAC输入,24VDC输出, 2A
6ES7307-1EA00-0AA0 120/230VAC输入,24VDC输出, 5A
6ES7307-1KA01-0AA0 120/230VAC输入,24VDC输出, 10A

电动电位计 (MOP) 作为变频器V20的设定值的源。 DI2 用作增加频率,DI3 用作减少频率。两个数字量输入连接到按钮,每次按压这两个按钮会产生短脉冲
如何得到V20 的MOP每次增加或减少5Hz,而不是0.1Hz?

图 1
变频器V20的MOP, 一个短脉冲使频率设定值增加或减少 0.1 Hz。
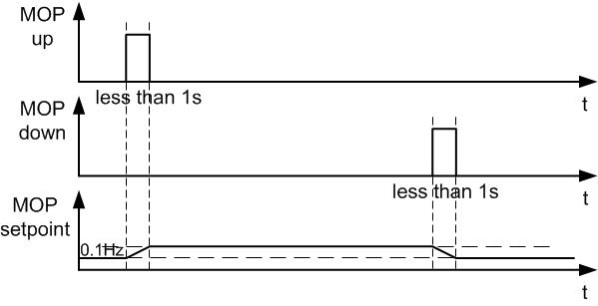
图 2
如果要求增加或减少量增多,一个长脉冲(超过1秒)是必须的。自由功能块的定时器可以达到此目的,并选择定时器脉冲发生器模式有效。
连接数字量输入作为定时器的输入。脉冲发生器把短脉冲变为长脉冲。定时器的输出连接到up命令源或down命令源。 这会改变MOP斜坡上升时间和斜坡下降时间。
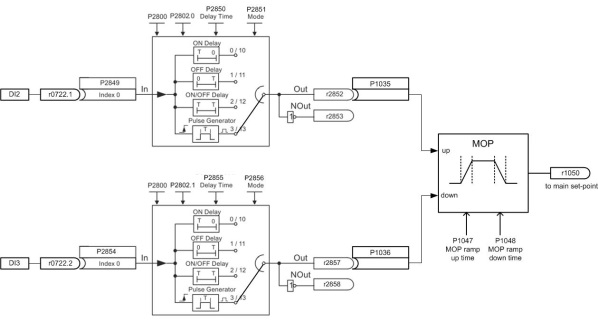
图 3 放大 ( 64 KB )
请参考下面参数设置:
| p0700=2 | 选择端子作为命令源 |
| p1000=1 | 选择 MOP 做为设定值得源 |
| p0701=1 | 设置 DI1 作为 ON/OFF1 命令 |
| p0702=99 | 使能 DI2 BICO 参数化 |
| p0703=99 | 使能 DI3 BICO 参数化 |
| p2800=1 | 使能自由功能块 |
| p2802[0]=1 | 使能定时器 1 |
| p2802[1]=1 | 使能定时器 2 |
| p2849=722.1 | 设置 DI2 作为 Timer 1 的输入的源 |
| p2850=1s | 设置 Timer 1 的脉冲长度为1秒 |
| p2851=3 | 设置 Timer 1 为脉冲发生器模式 |
| p2854=722.2 | 设置 DI3 作为 Timer 2 的输入的源 |
| p2855=1s | 设置 Timer 2 的脉冲长度为1秒 |
| p2856=3 | 设置 Timer 2 为脉冲发生器模式 |
| p1035=2852 | 设置 Timer 1 的输出作为 MOP 的 up 命令 |
| p1036=2857 | 设置 Timer 2 的输出作为 MOP 的 down 命令 |
| p1047=1.45s | 设置 MOP 的斜坡上升时间为 1.45s |
| p1048=1.47s | 设置 MOP 的斜坡下降时间为 1.47s |
结果如下图所示。
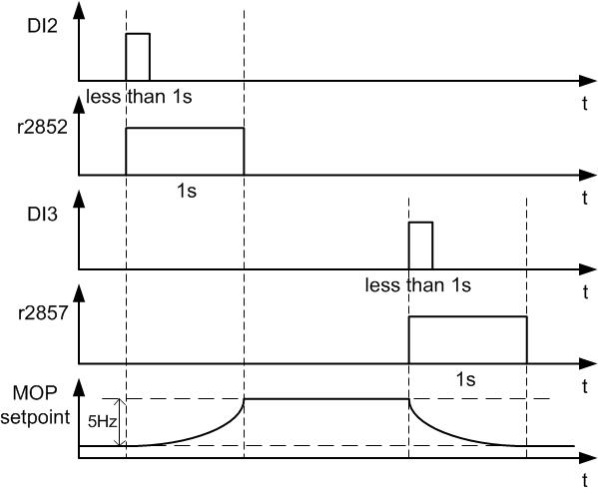
图 4
频率的增加量由 p2850 和 p1047 决定。比较大的 p2850 和比较小的 p1047 , 将会增加比较大的频率。
频率的减少量由 p2855 和 p1048 决定。比较大的 p2855 和比较小的 p1048 , 将会增加比较大的频率。
| 电气控制电路图的查线看图法的要点为: (1)分析主电路。从主电路人手,根据每台电动机和执行电器的控制要求去分析各电动机和执行电器的控制内容,如电动机启动、转向控制、制动等基本控制环节。 (2)分析辅助电路。看辅助电路电源,弄清辅助电路中各电器元件的作用及其相互间的制约关系。
|

中医看病讲究望、闻、问、切四法,再根据实际情况辨证施治。而中医所用的四法,对于从事电工工作的我们而言,这四种方法也同样非常适合我们。
是望,望既看,观察之意。在从事电工工作当中要多观察施工现场的环境,多留意自身的安全并防止他人对自己造成伤害。如果是处理故障,更要将故障点的现场情况仔细观察后,再做出判断。例如我们看到某电子节能灯在关闭控制开关后,依然出现闪亮的情况,则必然想到该灯控制开关是否控制的为零线而非火线,才导致这种故障的出现。
是闻,闻分为两个含义,一个是用耳朵听,另一个为用鼻子闻味道。在日常工作当中,有些潜在隐患是看不到的,但可以通过闻的方法预知,如果处理及时可以避免更大故障的发生,防止故障扩大化。例如有一次,我和工友检巡车间线路时,在某设备处我们闻到一股焦臭味,我们立即将该设备断电检查,结果发现因为设备长时间运行,造成交流接触器线圈发热严重,以致其绝缘程度极度老化,即将过热烧毁,在及时更换线圈后,设备正常投入运行。再举例讲一下听,我们如果在听到某个交流接触器吸合时,发出极大的响声,并伴有剧烈的振动时,我们就应该意识到这可能是接触器动静磁铁结合面灰尘过多造成的或者是动磁铁当中的短路环脱落导致的;还有假如我们听到某台电机发出沉闷的响声时,我们应该马上意识到这台电机有可能缺相运行了,需要及时断电检修。
是问,问既说话交流之意。对于一个故障现场,要向具体的操作工具体了解故障发生时的现象,了解故障是突然发生或者是缓慢发生的,这当中出现过什么典型的现象,这些都将为我们判断故障类型提供参考依据。对于平时学习更是不开和师傅以及工友们的交流请教。问是获得信息*简捷的途径,用好这个问字往往能事半功倍。
*后是切。如果说前面3种手法为非接触式检测方法的话,切则是需要自己亲自动手的手段了。此时我们要撸起袖子来,拿上万用表,钳形电流表,各种工具为待修设备来个全身大体检了。这个过程如同中医一样,是十分考验一个从业者专业技术水平的,当然这需要一个学习和实践的过程。
电工维修设备四诊法如下:
望:就是维修设备之前先观察维修外观,有无较大变化,设备损坏情况如何,是不是这些损坏导致设备不能正常运转的。
闻:闻设备有没有不正常的味道,闻电动机,控制柜有没有烧焦的味道,如果有可能是什么地方有击穿、烧毁的故障,查清楚后,对症维修。
问:就是要仔细询问设备操作人员,设备运转时有什么异常的状况,设备损坏时有没有伴随什么异常声响,动作,在操作时有没有不正当的操作规程,可能这些就是导致设备损坏的“元凶”。
切:就是用电工专用的仪表仪器来测量设备的各个电量数据是否正常。比如用万用表测量各个线端的电压,各线路的电流,各个元件的电阻状况等,用示波器观察电路的波形是否有变化,看看各个电量是不是正常,是否有较大变化,对比一下以往的数据是否属于正常,如不正常就需从这些地方入手查出故障原因。
要想做好一名高素质的电工,不但要掌握上面四种常见的检测手法,还需将它们融会贯通,灵活运用,才能在工作和学习的道路上得心应手。