西门子6ES7215-1HG40-0XB0参数详细
| 一、前言 毛巾织机是剑杆织机一种,它和普通剑杆织机的主要区别在于毛巾织机比普通剑杆织机多了一个经轴,即天经!如图1所示:
1、算出当前天经直径和初始直径及初始速度算出当时天经速度:这个方案需要**值编码器采样、相应速度快的专控器(单片机)才能支持和完成该算法。这种方案特点是系统性能好,但价格高,国外一般采用。 2、分段控制当前张力:及时采集当前张力信号和设定张力相比,根据差额情况确定加减量多少!这个方案国内有些厂家采用。该方案主要硬件采用单片机+LCD+张力传感器,成本低,但系统实际运行效果不佳,原因在于它的算法比较粗糙、结果实际系统运行天经张力不均匀、有抖动现象。 根据事前充分的调研和在调试过程中的体会,我们控制系统的特点在于: A、该系统硬件均采用DELTA 自动化产品即 :EH型可编程控制器、ASD-A 型伺服控制器、TP04G文本显示,这样系统维护方便、升级简便。 B、该系统软件算法和以往不一样,它的特点在于: 1)以张力设定值为基准、以张力测量值为参考,通过速度来改变张力。 2)当前速度为初始速度+脉冲增量速度+PID增量速度之和。 3)脉冲速度增量权值和PID速度增量权值不是固定的,在不同的经直经值段是不一样的。 主要工艺
三张力:起毛张力、缎档张力、平纹张力 三过程:起毛、缎档、平纹 三纬密:起毛纬密、缎档纬密、平纹纬密 三、系统构架 硬件构架(TP04+EHPLC+ASD) A、系统构架图:
第一步:电路接线检查并通电 第二步:输入/输出信号测试 第三步:三张力手动测试、上下限张力确定 第四步、工艺参数设定 第五步、伺服参数设定 第六步、手动动作调试 第七步、快车测试、纬密调整(起毛倍数调整) |








如果联机地址是01的话你可以MODWR K1 H2000 K18(正向启动)
MODWR K1 H2001 K3000(30HZ频率),仔细看看使用手册就明白了。
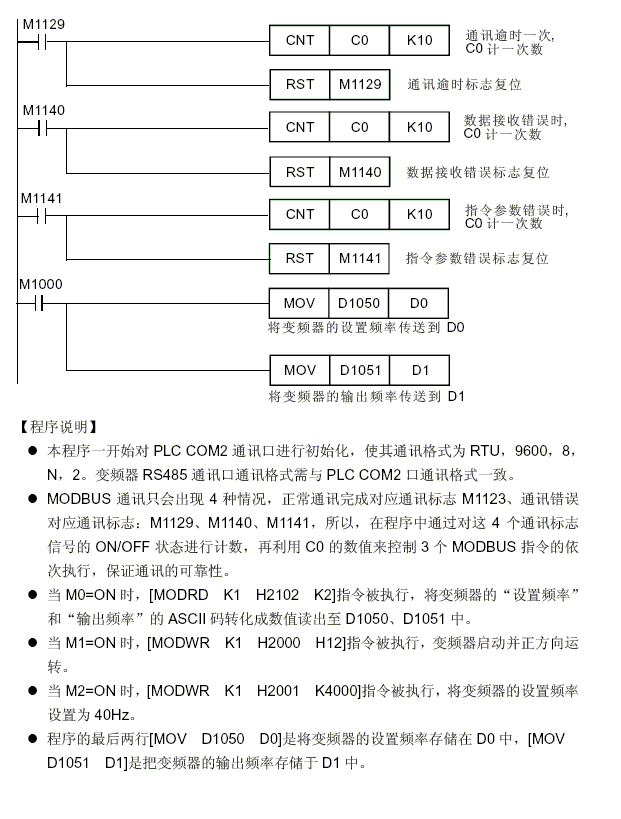
上图的通讯格式是ascii而下边程序说明是如rtu模式,是不是有错误?我一直对这方面不太懂,如:WODWR写入指令中的K1代表第一个变频器,H2000代表变频器中的一个储存器编号,而H12代表的是十进制的18吗?请各位大侠多多指点!
1.对,是有错误,应该描述成与梯形图一致,及通讯格式为ASCII 9600,7,E,1,在此更正。
2.MODWR写入指令中的K1是代表第一个变频器,H2000是代表变频器中的一个储存器编号,H12是代表十进制的18,这里是变频器控制字,要换算成二进制来看。