西门子模块6ES526-2BF00-0AB0型号介绍
西门子PLC功能特点:
一、散装机的组成结构
SZ系列固定式水泥散装机是由进料接头、伸缩下料套管散装头、下料锥斗、卷扬装置(包括松绳开关装置、料满控制器)、收尘系统、除尘系统、卸料阀、气源阀、闸门等零部件组成。散装机既可安装在库底也可安装在库侧同相应的卸料装置配套使用。库侧散装机使用时配备空气输送斜槽(含高压离心风机),库底散装机使用时配备短斜槽输送部分(含高压离心风机),以适应工艺布置的需要。
二、 散装机的原理及流程
水泥罐车抵达位置后,按控制装置上的“下降"按钮使散装头下降到罐车入料口进入准备装料状态。按“装车"钮进行装车。此时高压离心风机工作,使物料在打开卸料电磁阀后能顺利通过输送斜槽;气源电磁阀打开,接通气源;收尘风机启动,收尘电磁阀开启驱使气缸动作推动外壳内翻板并使翻板处于导通状态,此时除尘电磁阀处于关闭状态,储气罐储存气体,收尘系统进入工作状态;料位风机和活化灰风机打开。0.5秒后卸料电磁阀开启,驱使气缸控制卸料阀门打开进行装料。装载容器内的含尘气体通过伸缩套管中的夹层通道由收尘接口抽到配套的收尘器中,使含尘气体吸附到布袋上,工作现场可实现无尘作业。当物料装到预先调定的高度或容器已经装满时,装载容器内的物料会堵住散装头下方的风管接头,产生料满报警并自动关闭卸料电磁阀停止装料。卸料电磁阀关闭1分钟后活化灰风机关闭,再过30秒后收尘风机关闭,收尘电磁阀关闭,此时外壳内翻板处于关闭状态,除尘电磁阀打开清灰2~3分钟左右自动停止,料位风机和高压离心风机停止,气源停止。按“上升"钮使散装头上升至预定位置。灌装结束。
三、西门子PLC控制的优点
目前国内水泥散装机的电控部分大都是以大量的时间继电器和中间继电器组成的实序逻辑控制电路来控制各个阀门、电机的启停时间和顺序,在整个工作流程中各元器件动作很频繁,尤其是时间继电器在现场环境比较恶劣的条件下更是容易损坏,故障率高。经常造成装车工作被迫中断,降低了工作效率。而采用西门子PLC控制系统则大大避免了上述问题。西门子PLC控制系统与继电器控制系统相比有如下优点:
(1)控制方式
继电器的控制是采用硬件接线实现的,利用继电器机械触点的串联或并联及延时继电器的滞后动作等组合形成控制逻辑,只能完成既定的逻辑控制。 而西门子PLC采用存储逻辑,其控制逻辑是以程序方式存储在内存中,要改变控制逻辑,只需改变程序即可,方便快捷。
(2)控制速度
继电器控制逻辑是依靠触点的机械动作实现控制,工作频率低,毫秒级,机械触点有抖动现象。西门子PLC是由程序指令控制半导体电路来实现控制,速度快,微秒级,严格同步,无抖动。
(3)延时控制
继电器控制系统是靠时间继电器的滞后动作实现延时控制,而时间继电器定时精度不高,受环境影响大。 西门子PLC用半导体集成电路作定时器,时钟脉冲由晶体振荡器产生,精度高,调整时间方便,不受环境影响
一、PROFINET IO / RT通讯功能概述
CPU319-3 PN/DP与SINAMICS S120 之间通过PROFINET IO / RT可进行周期性及非周期性数据通讯。使用标准S7功能块SFC14/SFC15,S7-300/400PLC通过PROFINET周期性通讯方式可将控制字1(CTW1)和主设定值(NSETP_B)发送至驱动器;使用标准S7功能块SFB52 / SFB53,可以实现非周期性数据交换,读取或写入驱动器的参数。
二、S7-300/400与S120装置的连接
1.硬件连接
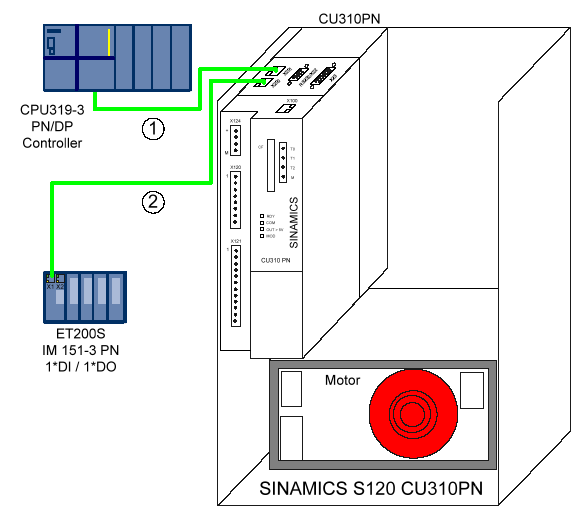
图 1.
(1). 通过PROFINET IO / RT 连接 SIMATIC CPU 319-3 PN/DP 及 CU310PN.
2.硬件:
3、使用的软件
? STEP7 V5.4 SP2 HF3
? SCOUT V4.1 SP1
? STARTER V4.1 SP1
? S120 V2.5 SP1 HF1
? GSD V2.1文件:gsdml-v2.1-siemens-sinamics-s-cu3x0-20070726.xml
在CF 卡中的路径: \\SIEMENS\SINAMICS\DATA\CFG\CBE20GSD.ZIP
4、通讯概览
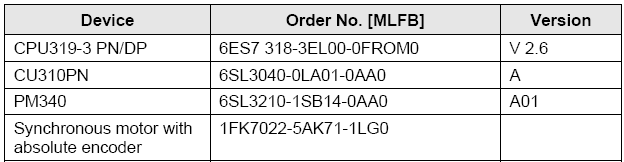
Net Pro通讯配置
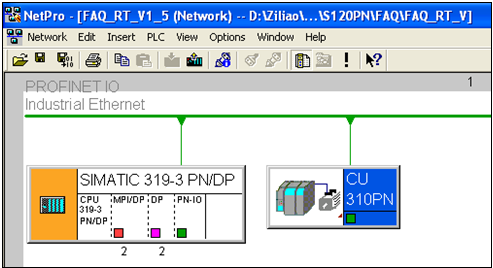
图 2.
三、条件
1. PROFINET IO 条件
在本例中对于使用的软件版本,还应满足下列条件:
应用例程的发送时钟为 1 ms。更新时间应设为 2n ms,此值可允许的范围为:
1 ms 至 512 ms。
四、项目配置
1、 Drive

由于plc在运行程序判别触点通断状态时,只取决于其内存中输入继电器线圈的状态,并不直接识别外部设备,编程时,外部设备的选用与程序中的触点类型密切相关。这是一个在对照电气控制原理图进行plc编程时易出现的问题。典型的例子是基本控制--"起保停控制"中的停车控制。
图1 "起保停控制"电气原理图
图1为"起保停控制"电气原理图,在该系统中,按钮SB0用于停车控制,使用其常闭触点串联于控制线路。SBl为起动按钮,使用其常开触点。若使用相同的设备(即停车SB0用常闭触点,起动SBl用常开触点),利用PLC进行该控制,则需编程梯形图程序(图2):
图2 "起保停控制"梯形图程序(停车按钮使用常闭触点)
I/O分配:SB0--X0,SBl--Xl,输出Y0
该梯形图中停车信号X0使用的是常开触点串联在控制线路中,这是因为外部停车设备选取按钮常闭触点所致,不操作该按钮,则输出Y0正常接通,若按下该按钮,输出Y0断电
| 工业技术发展到现在plc得到广泛应用你会安装吗?它对使用场合、环境温度等还是有一定要求。控制PLC的工作环境,就可以有效地进步它的工作效率和寿命。以下由小编讲解PLC安装注意事项以及PLC安装要求,以免对测量结果造成影响。
2、相对湿度超过85%或者存在露水凝聚(由温度突变或其他因素所引起的); 3、太阳光直接照射; 4、有腐蚀和易燃的气体,例如氯化氢、硫化氢等; 5、有打量铁屑及灰尘; 6、频繁或连续的振动,振动频率为10 ~ 55Hz、幅度为0.5mm(峰-峰); 7、超过10g(重力加速度)的冲击。
|

