6ES7340-1CH02-0AE0详细说明
摘要:在本系统中,为了实现能源的充分利用和生产的需要,需要对电机进行转速调节,考虑到电机的启动、运行、调速和制动的特性,采用ABB公司变频器,系统中由PLC完成数据的采集和对变频器、电机等设备的控制任务。基于S7 200 PLC的编程软件,采用模块化的程序设计方法,大量采用代码重用,减少软件的开发和维护。利用对PLC软件的设计,实现变频器的参数设置、故障诊断和电机的启动和停止。
关键词:PLC 变频器 变频调速
随着电力电子技术以及工业自动控制技术的发展,使得交流变频调速系统在工业电机拖动领域得到了广泛应用。由于PLC的功能强大、容易使用、高可靠性,常常被用来作为现场数据的采集和设备的控制。本设计就是利用变频器和PLC实现水池水位的控制。
变频器技术是一门综合性的技术,它建立在控制技术、电子电力技术、微电子技术和计算机技术的基础上。它与传统的交流拖动系统相比,利用变频器对交流电动机进行调速控制,有许多优点,如节电、容易实现对现有电动机的调速控制、可以实现大范围内的高效连续调速控制、实现速度的**控制。容易实现电动机的正反转切换,可以进行高额度的起停运转,可以进行电气制动,可以对电动机进行高速驱动。完善的保护功能:变频器保护功能很强,在运行过程中能随时检测到各种故障,并显示故障类别(如电网瞬时电压降低,电网缺相,直流过电压,功率模块过热,电机短路等),并立即输出电压。这种“自我保护"的功能,不仅保护了变频器,还保护了电机不易损坏。
PLC特点:,可靠性高、抗干扰能力强,平均故障时间为几十万小时。PLC采用了许多硬件和软件抗干扰措施。第二,编程简单、使用方便目前大多数PLC采用继电器控制形式的梯形图编程方式,很容易被操作人员接受。一些PLC还根据具体问题设计了如步进梯形指令等,简化了编程。第三,设计安装容易,维护工作量少。第四,适用于恶劣的工业环境,采用封装的方式,适合于各种震动、腐蚀、有毒气体等的应用场合。第五,与外部设备连接方便,采用统一接线方式的可拆装的活动端子排,提供不同的端子功能适合于多种电气规格。第六,功能完善、通用性强、体积小、能耗低、性能价格比高。
在应用PLC系统设计时,应遵循以下的基本原则,才能保证系统工作的稳定。
(1)大限度地满足被控对象的控制要求;
(2)系统结构力求简单;
(3)系统工作要稳定、可靠;
(4)控制系统能方便的进行功能扩展、升级;
(5)人机界面友好。
本系统中,为了实现能源的充分利用和生产的需要,需要对电机进行转速调节,考虑到电机的启动、运行、调速和制动的特性,采用ABB公司的ABB ACS800变频器,系统中由S7-200系列PLC完成数据的采集和对变频器、电机等设备的控制任务。基于S7-200 PLC的编程软件,采用模块化的程序设计方法,大量采用代码重用,减少软件的开发和维护。系统利用对PLC软件的设计,实现变频器的参数设置、故障诊断和电机的启动和停止。
1 本设计的控制要求:
1)系统要求用户能够的直观了解现场设备的工作状态及水位的变化;
2)要求用户能够远程控制变频器的启动和停止;
3)用户可自行设置水位的高低,以控制变频器的起停;
4)变频器及其他设备的故障信息能够及时反映在远程PLC上;
5)具有水位过高、过低报警和提示用户功能;
2 本设计控制结构:
由于现场有一台电机作为被控对象,可以使用单台PLC进行单个对象的控制,只要适当的选用高性能的PLC,胜任此功能。系统控制结构如图1所示。

PLC采集传感器、监控电机及变频器等有关的各类对象的信息。本系统中,对电机采用一台变频器来进行频率的调节控制。采用PLC输出的模拟量信号作为变频器的控制端输入信号,从而控制电机转速大小,并且向PLC反馈自身的工作状态信号,当发生故障时,能够向PLC发出报警信号。由于变频调速是通过改变电动机定子供电频率以改变同步转速来实现的,故在调速过程中从高速到低速都可以保持有限的转差功率,具有高效率、宽范围、高精度的调速性能。

西门子S120控制单元6SL3055-0AA00-5AA0
1 系统描述
我厂化学水处理系统采用 SIEMENS公司SIMATIC S7 过程控制系统作为自动化系统硬件平台。整个系统由2套S7-400现场控制器,2台操作员站(其中一台兼工程师站)组成。上位机和下位机的通讯为100M以太网。共有3个PLC柜,#1PLC柜为#1-#6阳床程控及空压机连锁,#2PLC柜为#1-#5混床程控,#3PLC柜为#1-7阴床程控及模拟量输入。除盐室S7 过程控制系统如图所示:
2 故障实例一
2.1 故障现象
当操作程序运行至阴床A101门“开"状态,WinCC操作界面HMI由程控状态自动转为就地状态。程序中断,程控操作被迫终止。现场就地操作A101门,其“开"状态与“关"状态正常。
2.2 故障分析
根据故障现象,按常规故障处理方法初步判断为程序出错。查找程序梯形图,WinCC与STEP 7地址连接均未发现错误。因以往程序调试过程中并未出现此故障,故排除程序编程错误的可能。根据以上排查,判断为硬件故障导致的程序保护联动,遂扩大外部设备检查范围。通过反复观察PLC上A101门动作,发现当A101门为“开"状态时,A101指示灯亮后瞬间即熄灭,程控状态指示灯也熄灭。分析PLC柜接线图(, A101与程控选择开关共用一个电源。测得当A101门为“开"状态时其电压值由24V降至1V。据此得出程控中断原因:程控选择开关与A101门开关共用的同一电源产生降压。检查程控选择开关接线发现短路,排除后故障消除。
3 故障实例二
3.1 故障现象
当值运行人员按操作规程在WinCC界面上进行阳床程控点操时,K101、K102门应为“关"状态,却自动转为“开"状态,现场K101、K102门自动打开。
3.2 故障分析
对K101、K102门外围设备进行全面检查,未发现硬件故障。检查WinCC与STEP 7地址连接,。初步判断为程序出错。检查程序进行梯形图,发现当程序进行步操或组操时,WinCC人机界面上K101、K102门为“关"状态,而在程序进行梯形图中,K101、K102门地址一直为“开"状态。
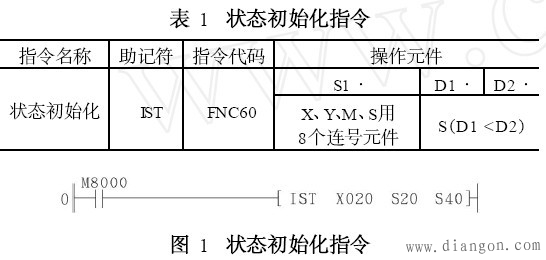
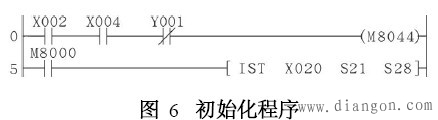
在三菱FX系列plc程序设计中,方便指令旨在减轻三菱plc编程负担。状态初始化指令IST就是一条方便指令,本文选三菱FX2N系列PLC,通过实例介绍该指令的应用。
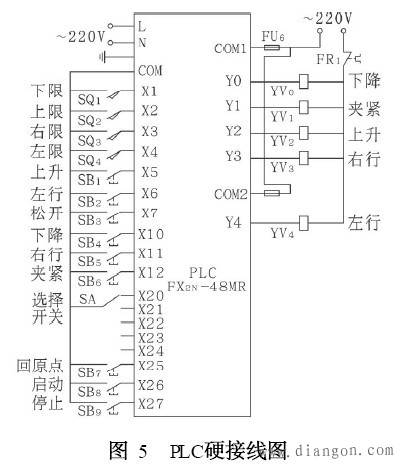
源操作元件[S]指定操作方式输入的首元件,一共8个连号的元件。这些元件可以是X、 Y、M、S。图1中8个连号元件是:X20-手动;X21-回原点;X22-单步运行;X23-单周期运行(伴自动); X24-自动运行;X25-回原点启动;X26-自动运行启动;X27-停止。目标操作元件[D1]指定自动运行方式的小状态号:[D2]指定自动运行方式的大状态号。为了使X20~X27不导通,要求使用选择开关。
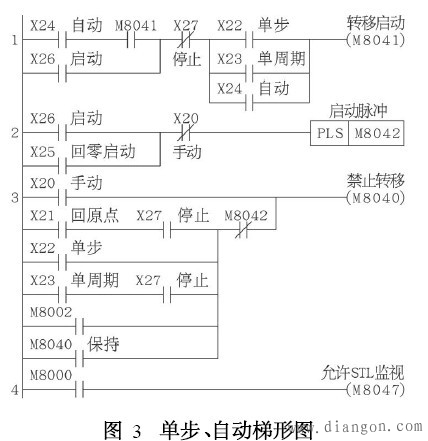
状态初始化指令自动动作的特殊辅助继电器M8040~M8042和M8047的动作内容可用图3所示的梯形图来说明。
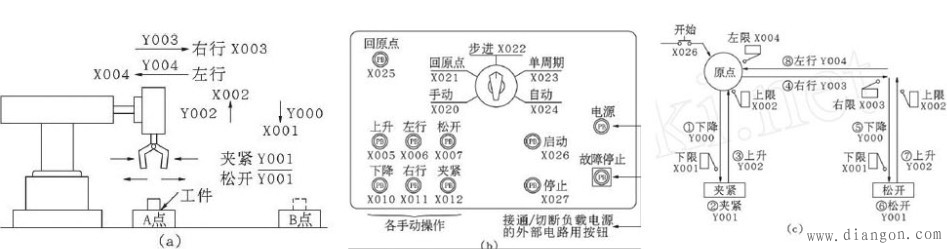
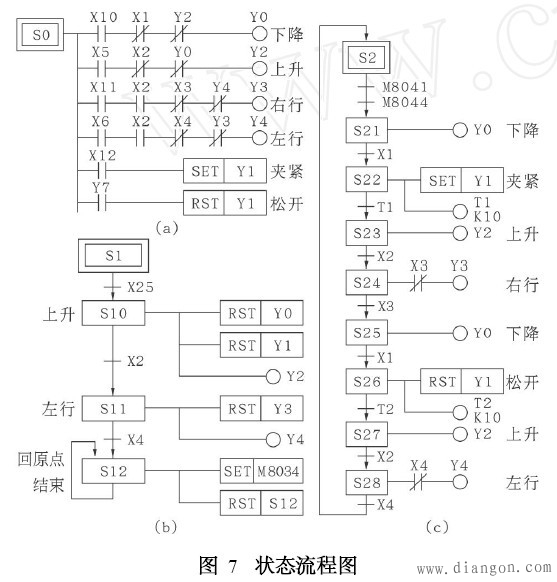
2、在工件传送机构中的应用
如果对状态流程图很熟悉,则能够直接写出指令语句表略)。 |