西门子模块6ES7321-1CH00-0AA0技术参数
1、人机界面系统
在生产线的运行过程中需要变换大量的配方、更改工艺参数以及实时监控系统的运行状态,有2 种方案可以选择:一是触摸屏用MP I 电缆与P L C 通过串行通讯进行数据交换,二是通过工控机配以P R O F I B U S - D P 接口卡,通过PROF I BUS 现场控制总线,与PLC 进行数据交换。考虑到现场数据传输量大,有上千种配方工艺,选用了研华工控机,配以C P 5 6 1 1PROFIBUS-DP 接口卡,来采集和发送各种数据信息。
工控机作为人机界面, 用来进行配方输入,实时显示各工段的工艺参数、各运行电机的运行速度、运行电流、电压,报警信息。生产状态历史曲线查询,故障报警记录,故障分析及简明维修指南,以及各种数据报表的产生及打印,并为工厂以太网提供接口。
2、 PLC 主站系统
P L C 作为整个控制系统的核心部分,处理本系统中的各种工艺参数和逻辑控制,各速度调节辊、光电开关和主令电器等信号,通过网络发出现场设备的状态要求,经过P L C 处理并将控制指令传递给各执行元件(如驱动器、电磁阀等),将各驱动器的运行状态、运行参数, 各电磁阀的工作状态采集回来。
由于PLC 的重要性及现场有2 000 多个数字量I /O 点及200 多个模拟量I /O 点以及34 台模拟量直流驱动器,我们选用了西门子S 7 - 4 0 0 的PLC,CPU 采用414-2DP,具有256K 工作内存以及2 5 6K 程序内存,并考虑到掉电不至于丢失程序,配以2M 存储卡,既减轻了C PU 的工作内存, 又解决了不丢失程序的问题。
3、从站系统
从站设备分为以下2 类。
1) 直流驱动器
选用了西门子的6 R A 7 0 系列的直流驱动器,共34 台,采用CBP 2 板同PLC 通讯,它具有以下特点: ① 单台装置输出额定电枢电流15~2 200 A,额定励磁电流3~85 A,装置并联后输出额定电枢电流可达12 000 A;②输入电压分为5 个等级:400V/460V/575V/690V/830V;③强大的通讯能力。有SIMOLNK 高速直接的装置-装置通讯,还可支持PROFI BUS 、CAN-BUS 、De vi c eNe t、USS 协议等;④所有工艺板、通讯板及OP1S 操作面板都可与新一代的SIMOVERTMASTERDRIVES 矢量控制交流调速产品通用。
2) 分布式I/O 模块
选用ET 200 M,共3 个远程I /O 站,它具有以下特点:① ET 20 0M 是模板化I /O 站保护等级为IP 20;②采用S7-300 PLC 的信号模板和功能模板可进行扩展; ③ 由于模板的种类众多,ET 20 0 M 尤其适用于复杂的自动化任务;④可将远程的I /O 数据采集到PLC 进行控制;⑤ ET200 M 是PROFIBUSDP 现场总线的从站,传输速率为12 Mbi t/ s;⑥ ET 200 M 也可采用有源总线模板进行配置,这样在运行过程中带电也可更换S7-3 00 I /O 模板,其他模块仍可运行。
三、控制系统软件设计
1、人机界面
工控机监控软件采用西门子公司的WINCC组态软件,共设计了实时报警画面、历史报警画面、挤出画面、压延画面、冷却画面、卷取画面、裁刀画面、配方选择画面、配方编辑画面、D P 诊断画面、数据显示画面、挡丝菜单画面、服务菜单画面,通过组态画面可以方便的进行状态查询, 故障维护。
2、PLC 软件
本系统所有电机的速度是以接取电机的速度为准,根据生产需要,设定各段的运行速度,P L C 根据各段不同的速比计算出各台驱动器的初始速度,通过PROF I BUS 现场控制总线传给每一台驱动器。
由于胎面胎侧收缩的原因,使得每一段的线速度均有变化,加上其他原因,就可能使胎面胎侧拉伸或松弛,我们采用了以下典型的控制理论。
在上坡段及以后的各段,当速度调节辊的信号(0~10 V)大于5 V 时,后段电机减速,当速度调节辊的信号(0~10 V)小于5 V 时,后段电机加速。在P LC 中我们采用P ID 算法来保持前后运输带的同步。
在胎侧卷取部分,采用卷径计算的方法,配合速度调节辊的信号来实现卷取的功能。
在胎面裁断部分,采用高速计数模块采集胎面实际传送的长度,通过PLC 的运算,进行定长裁断。
四、应用体会
S5 改为S 7 后的系统优点:
1、通讯速度快:由于采用了S 7 - 4 0 0 的PLC,我们将现场的34 台驱动及3 个分布式I /O模块均联接在1 个DP 口上(CPU 的DP /MPI 口须预留),为此我们将通讯速度设定在1 . 5 M。
2、应用灵活,编程方便: 由于采用了PROFIBUSDP 现场总线,各驱动器的控制字、状态字、设定值、实际值、故障报警信息均可直接读写。
3、接线简单:所有的驱动器只有1 根D P通讯线, 大大降低了故障率。
4、扩展性强:如果现场需要增加驱动器,只需1 根D P 通讯线与D P 总线连接即可。
5、维护简单:由于PROFIBUS 现场控制总线的监视和检测都可以通过P L C 编程后通过工控机显示。可以迅速了解故障,及时解除故障。
6、备件更换方便:S7-400PLC 及6RA70 是西门子新一代产品,是目前及将来的主流控制元器件。
7、可节省大量的工期,由于S5 同S7 的产品是西门子升级换代的产品,其硬件的接线有相近性,可节省配线周期,其软件有相通性,可节省大量的调试周期。
对于正常生产缺少备件的用户来说,S 5 升级S 7 是一种切实可行的方法。
五、应用效果
双复合挤出生产线根据以上方法,通过对电气系统的改造,取得了良好效果:
1、系统稳定性明显提高;
2、设备运行精度明显提高;
3、设备故障率明显降低,提高了生产能力;
4、设备维护成本明显降低,且消除了停产的风险(缺备件);
5、生产的部件质量明显提高,提高了产品质量;
6、提高了生产的自动化程度,有效防止人为的质量波动。
通过电气系统的升级改造,以尽可能低的费用,提升老设备的运行性能,使之发挥出原有的设计性能乃至更佳,生产出的产品来赢得市场的竞争,不失为一条较好的出路
西门子6SL3120-1TE26-0AA3
3 应用示例
为了更加更清楚地了解在线软件兼容性工具的使用方法和操作步骤,下面列举两个实际的软件兼容性检查示例,供使用时参考。
3.1 哪个版本的STEP7与Win7操作系统兼容
可以通过软件兼容性工具确定“哪个版本的STEP7与Win7操作系统兼容",为此,需要借助软件兼容性工具进行如下操作。
2、在个软件选择页面STEP7,如图8所示。并在下一个页面中选择STEP7。
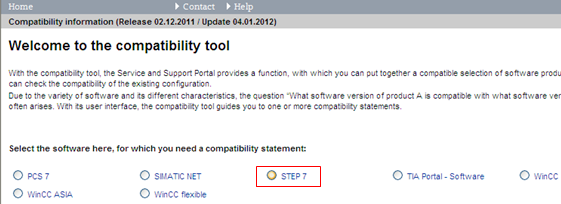
图8
3、在软件版本选择页,选择“Any software version"(所有的软件版本),如图9所示。

图9
4、在第二软件选择页面的软件树中选择“Mirosoft products?Microsoft Windows?Microsoft Windows 7",并在页面中间栏中选择“Microsoft Windows 7 professional (32-bit)"的软件版本,如图10。
选择好第二个软件后,已经选择好的STEP7(任意版本)和Microsoft Windows 7 professional (32-bit)软件都在页面右侧显示出来,“show compatibility"按钮也已经可用。
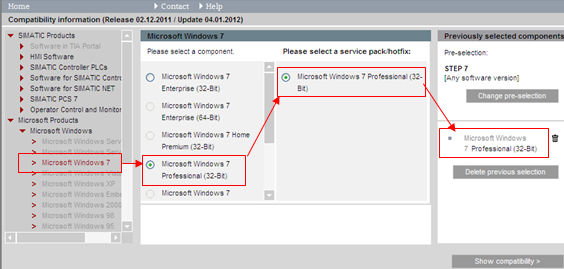
图10
5、点击“show compatibility"按钮,显示兼容性列表,如图11所示。在兼容性列表页面中,我们可以看到STEP7 V5.5版本与Microsoft Windows 7 professional (32-bit)操作系统兼容,其他版本的STEP7软件与Microsoft Windows 7 professional (32-bit)操作系统都不兼容。

图11
说明:
> 在兼容性列表的Comp列中图标

表示兼容,图标

表示不兼容。
> 可以通过列名称后面的图标 来改变列表的排列顺序。
6、在兼容性列表中,我们还可以看到其他与STEP7 V5.5相关的软件产品与Win7操作系统的兼容性列表也被显示出来,比如Automation License Manager,S7-PLCSIM等相关的软件组件。通过这个列表我们也可以方便、直观地了解到这些软件的兼容性信息,如图12所示。
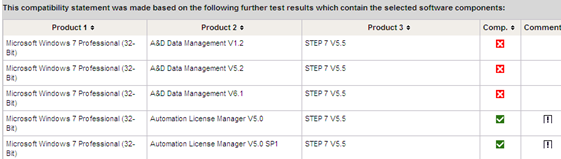
图12
3.2 确定WinCC V7.0 SP2与STEP7 V5.5是否兼容
应用软件兼容性工具确定WinCC V7.0 SP2与STEP7 V5.5是否兼容,操作步骤如下。
2、在个页面,选择WinCC软件,如图13。
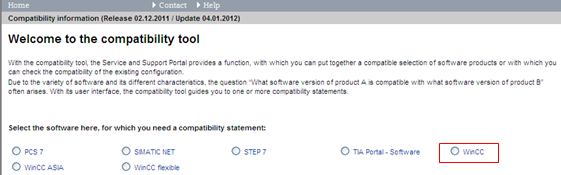
图13
3、在软件版本选择页,选择“V7.0 SP2",如图14。
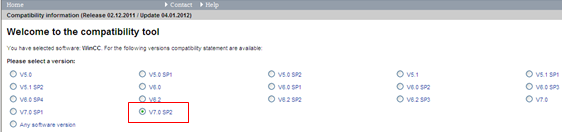
图14
4、在第二软件选择页面的软件树中选择“Software for SIMATIC controller—>STEP7 programming software?STEP7",并在页面中间栏中选择“STEP7 V5.5"的软件版本,如图15。
选择好第二个软件后,已经选择好的WinCC V7.0 SP2与STEP7 V5.5软件都在页面右侧显示出来,“show compatibility"按钮也已经可用。
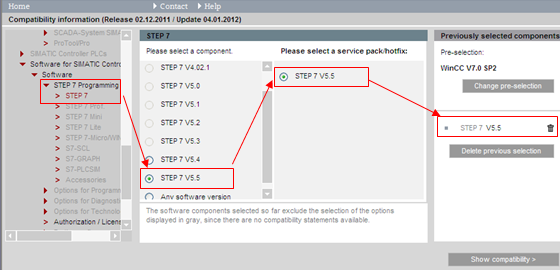
图15
5、点击“show compatibility"按钮,显示兼容性报告。在兼容性报告页面中,我们可以看到WinCC V7.0 SP2与STEP7 V5.5兼容,如图16。
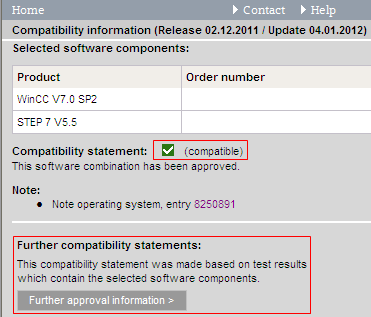
图16
6、在图16中,还可以看到一个“Further approval information"的按钮。点击这个按钮会进入另一个兼容性列表页,如图17所示。与选择软件相关的其他相关软件的兼容性信息都在这个列表中显示出来。比如Automation License Manager,Windows操作系统,杀毒软件等相关的软件组件。
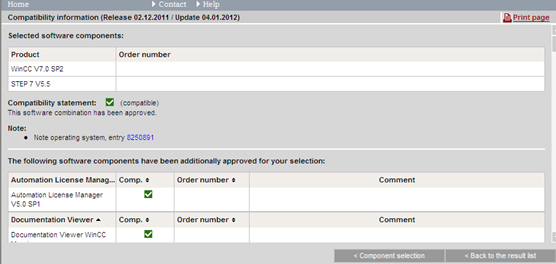
图17
4 其他说明
在使用软件兼容性工具进行软件兼容性检查的过程中,需要注意以下内容。
1、软件兼容性工具随着新软件的不断发布而不断更新,存在一个不断发展和完善的过程。在使用过程中工具页面可能不与本文的截图一致,请以实际页面视图为准。
2、在软件兼容性工具的操作过程中,尽量使用工具页面提供的按钮来完成相关操作,不推荐使用浏览器上的按钮
1、继电器输出方式
SM322的16点数字量继电器输出模板端子接线图中输出点导通时,通过背板总线接口和光耦合器,使模板内部对应的微型硬件继电器线圈通电,常开触点闭合,外部负载工作。输出点为0状态时,输出模板内部的微型继电器线圈断电,常开触点断开,外部负载工作停止。
|
16点SM322继电器输出端子接线图 |
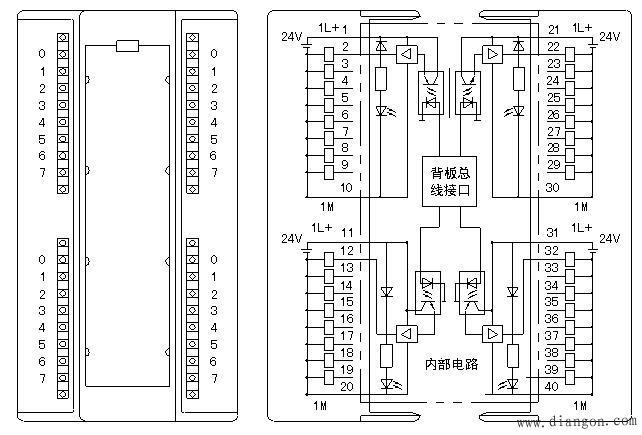
2、晶体管输出方式
SM322的32点数字量晶体管输出模板端子接线图中只能驱动直流负载。输出信号经光耦合器送给内部输出元件(带三角形符号的小方框)。内部输出元件的饱和导通状态和截止状态控制内部触头的接通和断开,输出延迟时间小于lms。
|
32点SM322晶体管输出端子接线图 |
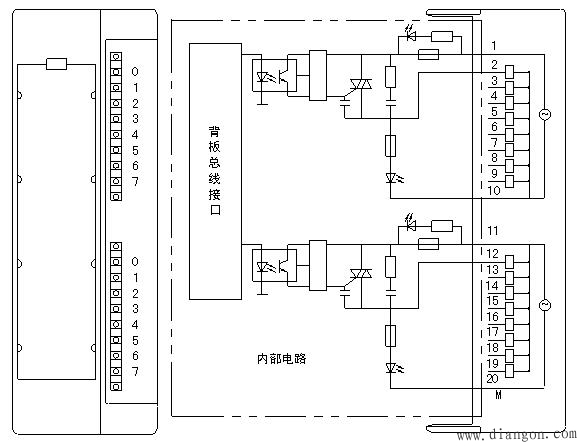
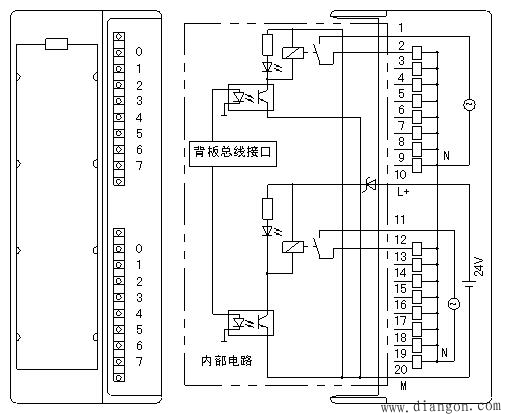
3、晶闸管输出方式
SM322的16点数字量晶闸管输出模板端子接线图中内部RC电路抑制晶闸管关断过程中形成的瞬间过电压和外部脉冲电压。这类模板只能用于交流负载,采用无触头输出,通断速度快,工作寿命长。双向晶闸管断开状态转换为导通状态的延迟时间小于1ms,导通状态转换为断开状态的大延迟时间为10ms(工频半周期)。如果因负载电流过小晶闸管不能导通,可以在负载两端并联电阻。
|
16点SM322晶闸管输出端子接线图 |