6GK7343-1CX10-0XE0性能参数
图1给出了钻削加工时刀架的运动示意图。刀架开始时在限位开关X4处,按下起动按钮X0,刀架左行,开始钻削加工,到达限位开关X3所在位置时停止进给,钻头继续转动,进行无进给切削,6s后定时时间到,刀架自动返回起始位置。


在电动机正反转控制梯形图的基础上,设计出满足要求的PLC外部接线图和梯形图(见图2和图1)。为使刀架的进给运动自动停止,将左限位开关X3的常闭触点与控制进给的Y0的线圈串联。为了在左限位开关X3处进行无进给切削,用X3的常开触点来控制定时器T0的线圈,T0的定时时间到时,其常开触点闭合,给控制Y1的起保停电路提供起动信号,使Y1的线圈通电,刀架自动返回。刀架离开X3所在位置后,X3的常开触点断开,T0被复位。刀架回到X4所在位置时,X4的常闭触点断开,使Y1的线圈断电,刀架停在起始位置
如图1所示是与按钮、行程开关、转换开关等主令电器类输入设备的接线示意图。图中的为直流汇点式输入,即所有输入点共用一个公共端com,com端内带有dc24v。若是分组式输入,也可参照图1的方法进行分组连接。

图1plc与两位七段led的连接
2. 旋转编码器是一种光电式旋转测量装置,它将被测的角位移直接转换成数字信号(高速脉冲信号)。因些可将旋转编码器的输出脉冲信号直接输入给plc,利用plc的高速计数器对其脉冲信号进行计数,以获得测量结果。不同型号的旋转编码器,其输出脉冲的相数也不同,有的旋转编码器输出a、b、z三相脉冲,有的 只有a、b相两相,简单的只有a相。
如图2所示是输出两相脉冲的旋转编码器与fx系列plc的连接示意图。编码器有4条引线,其中 2条是脉冲输出线,1条是com端线,1条是电源线。编码器的电源可以是外接电源,也可直接使用plc的dc24v电源。电源“-”端要与编码器的com 端连接,“+ ”与编码器的电源端连接。编码器的com端与plc输入com端连接,a、b两相脉冲输出线直接与plc的输入端连接,连接时要注意plc输入的响应时 间。有的旋转编码器还有一条屏蔽线,使用时要将屏蔽线接地。

图2 旋转编码器与plcr连接
3.的种类很多,其输出方式也各不相同。当采用接近开关、光电开关等两线式传感器时,由于传感器的漏电流较大,可能出现错误的输入信号而导致plc的误动作,此时可在plc输入端并联旁路电阻r,如图3所示。当漏电流不足lma时可以不考虑其影响。

图3plc与两线式传感器的连接
旁路电阻的计算公式如下:

式中:i为传感器的漏电流(ma),uoff为plc输入电压低电平的上限值(v),rc为plc的输入阻抗(kω),rc的值根据输入点不同有差异。
4. 如果plc控制系统中的某些数据需要经常修改,可使用多位拨码开关与plc连接,在plc外部进行数据设定。如图5所示为一位拨码开关的示意图,一位拨码开关能输入一位十进制数的0~9,或一位十六进制数的0~f。
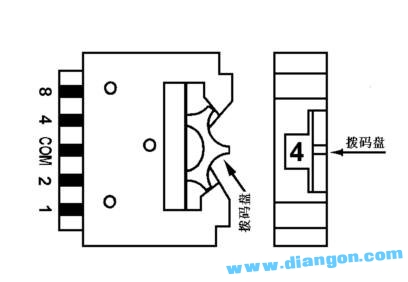
图4 一位拨码开关的示意图
如图5所示4位拨码开关组装在一起,把各位拨码开关的com端连在一起,接在plc输入侧的com端子上。每位拨码开关的4条数据线按一定顺序接在plc的4个输入点上。由图可见,使用拨码开关要占用许多plc输入点,不是十分必要的场合,一般不要采用这种方法。

图5 4位拨码开关与plc的连接
5.plc与输出设备连接时,不同组(不同公共端)的输出点,其对应输出设备(负载)的电压类型、等级可以不同,但同组(相同公共端)的输出点,其电压类型 和等级应该相同。要根据输出设备电压的类型和等级来决定是否分组连接。如图6所示以fx2n为例说明plc与输出设备的连接方法。图中接法是输出设备 具有相同电源的情况,各组的公共端连在一起,否则要分组连接。图中只画出y0-y7输出点与输出设备的连接,其它输出点的连接方法相似。
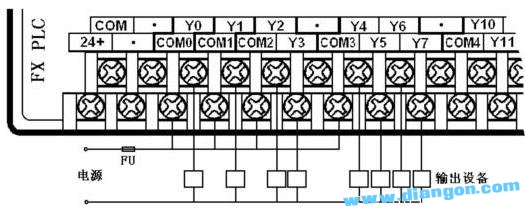
图6plc与输出设备的连接
6.plc的输出端经常连接的是感性输出设备(感性负载),为了抑制感性电路断开时产生的电压使plc内部输出元件造成损坏。当plc与感性输出设备连 接时,如果是直流感性负载,应在其两端并联续流;如果是交流感性负载,应在其两端并联阻容吸收电路。如图7所示。
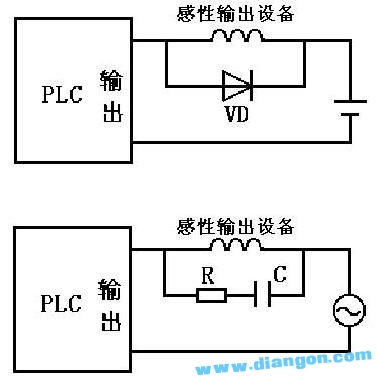
图7plc与感性输出设备的连接
图中,续流二极管可选用额定电流为1a、额定电压大于电源电压的3倍;电阻值可取50~120ω,值可取0.1~0.47μf,电容的额定电压应大于电源的峰值电压。接线时要注意续流二极管的极性。
7.plc可直接用开关量输出与七段led显示器的连接,但如果plc控制的是多位led七段显示器,所需的输出点是很多的。
如图8所示电路中,采用具有锁存、译码、驱动功能的芯片cd4513驱动共阴极led七段显示器,两只cd4513的数据输入端a~d共用plc的4 个输出瑞,其中a为低位,d为高位。le是锁存使能输入端,在le信号的上升沿将数据输入端输入的bcd数锁存在片内的寄存器中,并将该数译码后显示 出来。如果输入的不是十进制数,显示器熄灭。le为高电平时,显示的数不受数据输入信号的影响。显然,n个显示器占用的输出点数为p=4+n。

图8plc与两位七led显示器的连接
如果plc使用输出模块,应在与cd4513相连的plc各输出端接一下拉电阻,以避免在输出继电器的触点断开时cd4513的输入端悬空。plc输出继电器的状态变化时,其触点可能抖动,应先送数据输出信号,待该信号稳定后,再用。
笔者近几年在维护和修理系统中,了一些快速查找plc系统故障原因的经验,现与大家交流如下。
一个典型的plc系统包括一个现场plc站,和通过高速数据线与之相连的上位机以及模拟屏plc站,上位机用以显示各种图形和数据,模拟屏plc站用来驱动模拟屏上的发光。整个plc系统与外联设备相接,就构成了一个自动控制系统。
通常将plc当作一个黑盒子,我们可以简单地根据i/o信号来判断故障的位置。判断故障的情况有两种,即模拟屏上闪烁的故障信号和该运行的设备在模拟屏上无显示。
1、模拟屏上闪烁的故障信号
根据plc控制站图纸,先检查该设备在模拟屏plc柜内的显示状态,如果相符合再检查现场plc柜的显示状态,同样符合时再继续检查plc柜的i/o端子、外联设备的i/o端子,并由此推断出是设备故障还是plc故障。以上过程可以用下面的框图表示(如图1)。

图1
判断plc柜i/o端子、外联设备的i/o端子是否与状态信号相符的方法很简单,只要用的直流电压档测量端子号与公共端的电压值,为24v表示断开,无信号;为0v表示接通,有信号。
2、该运行的设备在模拟屏上无显示
此时应判断是plc没有给运行信号,还是给了运行信号而设备有故障不能运行。
我们可以从现场的plc柜的输出模块地址中观察有无信号显示,继而检查plc站输出有无吸合,再看外联设备的柜有无驱动信号。如有,而设备无运行,则是设备有故障,如果设备正常运行,则应从外联设备的输入端往回查,过程正好与种故障检查过程
以上过程可用下面框图表示(如图2):

图2
如果设备正在运行,则按以下框图检查(如图3)。
对模拟信号的检测,因仪表采用的是4~20ma输入,在模拟信号输入端串联一个万用表,检测模拟信号的电流值,并与plc的输出值做比较,便可知道数值是否正确。

图3
有一种简单的方法可以迅速判断是plc故障还是电器设备的故障,就是采用短路法:将外联设备状态输入线断开,用一条导线将输入端口和公共线相连,这意味着给plc一个接通的信号,如果plc有显示,则plc正常;为plc故障。
找到故障点以后应做出相应的处理。一般来说plc发生故障的可能性较小,大部分故障原因是接线松了,或线接错了,或继电器有故障等,亦有plc模板烧毁的情况,这时只能将plc模板换掉。记住一定要断电操作,否则容易把好的模板烧毁,亦可能会牵连到plc处理器。