西门子模块6GK7342-5DA03-0XE0
西门子PLC V90 PN常见通信故障说明V90 PN可以通过PROFINET通信与PLC连接,通过PROFIDrive报文实现PLC对V90的通信控制。
1. 如果正常运行时出现PROFINET通讯中断,检查过程和步骤
(1) 需要检查确认网线的状态,可以通过观察PLC、交换机、V90 PN设备接口上的指示灯进行快速确认,有些不符合工业规范,特别是抗干扰差的接头和网线会导致通讯意外中断。
(2) 使用计算机的ping命令进行IP的确认,检查设备能否正常连接,例如:在计算机"开始"->" 运行"中输入cmd,随后输入ping 192.168.1.2 (举例的V90 IP地址),测试前需要确保计算机的IP地址和测试地址处于同一网段。
(3) 务必要检查IP地址是否有冲突,务必需要检查设备名称(DeviceName)是否冲突。
(4) 检查控制器PLC是否有切换到停止 STOP的状态,可以通过PLC的指示灯和PLC 诊断缓冲区进行确认。
(5) 检查V90的通信网络中的IP地址及设备名称的配置是否与PLC项目中的配置相同
2. V-Assistant 调试软件无法在线连接V90
检查调试软件的版本是否过低,而驱动器固件版本高?请使用*新版本的调试软件。为了确保在线调试的稳定性,西门子建议使用不超过 3 m、两端带磁环以及带屏蔽的 USB 电缆。
3. 通过博途软件中的V90 HSP无法在线连接V90 PN
(1) 需要检查确认网线的状态,可以通过观察PLC、交换机、V90 PN设备接口上的指示灯进行快速确认,有些不符合工业规范,特别是抗干扰差的接头和网线会导致通讯意外中断。
(2) 使用计算机的ping命令进行IP的确
| plc是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。 一. PLC的由来 可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制应用而设计制造的。早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller),简称PLC,它主要用来代替继电器实现逻辑控制。随着技术的发展,这种装置的功能已经大大超过了逻辑控制的范围,这种装置称作可编程控制器,简称PC。为了避免与个人计算机(Personal Computer)的简称混淆,将可编程控制器简称PLC。 在60年代,汽车生产流水线的自动控制系统基本上都是由继电器控制装置构成的。当时汽车的每一次改型都直接导致继电器控制装置的重新设计和安装。随着生产的发展,汽车型号更新的周期愈来愈短,这样,继电器控制装置就需要经常地重新设计和安装,十分费时,费工,费料,甚至阻碍了更新周期的缩短。为了改变这一现状,美国通用汽车公司在1969年公开招标,要求用新的控制装置取代继电器控制装置,并提出了十项招标指标,即: 1、编程方便,现场可修改程序; 2、维修方便,采用模块化结构; 3、可靠性高于继电器控制装置; 4、体积小于继电器控制装置; 5、数据可直接送入管理计算机; 6、成本可与继电器控制装置竞争; 7、输入可以是交流115V; 8、输出为交流115V,2A以上,能直接驱动电磁阀,接触器等; 9、在扩展时,原系统只要很小变更; 10、用户程序存储器容量至少能扩展到4K。 1969年,美国数字设备公司(DEC)研制出台PLC,在美国通用汽车自动装配线上试用,获得了成功。这种新型的工业控制装置以其简单易懂,操作方便,可靠性高,通用灵活,体积小,使用寿命长等一系列优点,很快地在美国其他工业领域推广应用。到1971年,已经成功地应用于食品,饮料,冶金,造纸等工业。 这一新型工业控制装置的出现,也受到了世界其他国家的高度重视。1971日本从美国引进了这项新技术,很快研制出了日本台PLC。1973年,西欧国家也研制出它们的台PLC。我国从1974年开始研制。于1977年开始工业应用。 二. PLC的定义 PLC问世以来,时间不长,但发展迅速。为了使其生产和发展标准化,美国电气制造商协会NEMA(National Electrical Manufactory Association)经过四年的调查工作,于1984年将其正式命名为PC(Programmable Controller),并给PC作了如下定义: “PC是一个数字式的电子装置,它使用了可编程序的记忆体储存指令。用来执行诸如逻辑,顺序,计时,计数与演算等功能,并通过数字或类似的输入/输出模块,以控制各种机械或工作程序。一部数字电子计算机若是从事执行PC之功能者,亦被视为PC,但不包括鼓式或类似的机械式顺序控制器。” 以后国际电工委员会(IEC)又先后颁布了PLC标准的草案稿,第二稿,并在1987年2月通过了对它的定义: “可编程控制器是一种数字运算操作的电子系统,专为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。可编程控制器及其有关外部设备,都按易于与工业控制系统联成一个整体,易于扩充其功能的原则设计。” 可编程控制器是一台计算机,它是专为工业环境应用而设计制造的计算机。它具有丰富的输入/输出接口,并且具有较强的驱动能力。但可编程控制器产品并不针对某一具体工业应用,在实际应用时,其硬件需根据实际需要进行选用配置,其软件需根据控制要求进行设计编制。 三、PLC的发展阶段 PLC问世时间不长,随着微处理器的出现,大规模,超大规模集成电路技术的迅速发展和数据通讯技术的不断进步,PLC也迅速发展,其发展过程大致可分三个阶段: 1、早期的PLC(60年代末—70年代中期) 早期的PLC一般称为可编程逻辑控制器。这时的PLC多少有点继电器控制装置的替代物的含义,其主要功能只是执行原先由继电器完成的顺序控制,定时等。它在硬件上以准计算机的形式出现,在I/O接口电路上作了改进以适应工业控制现场的要求。装置中的器件主要采用分立元件和中小规模集成电路,存储器采用磁芯存储器。还采取了一些措施,以提高其抗干扰的能力。在软件编程上,采用广大电气工程技术人员所熟悉的继电器控制线路的方式—梯形图。早期的PLC的性能要优于继电器控制装置,其优点包括简单易懂,便于安装,体积小,能耗低,有故障指使,能重复使用等。其中PLC特有的编程语言—梯形图一直沿用至今。 2、中期的PLC(70年代中期—80年代中,后期) 在70年代,微处理器的出现使PLC发生了巨大的变化。美国,日本,德国等一些厂家先后开始采用微处理器作为PLC的中央处理单元(CPU)。 这样,使PLC的功能大大增强。在软件方面,除了保持其原有的逻辑运算、计时、计数等功能以外,还增加了算术运算、数据处理和传送、通讯、自诊断等功能。在硬件方面,除了保持其原有的开关模块以外,还增加了模拟量模块、远程I/O模块、各种特殊功能模块。并扩大了存储器的容量,使各种逻辑线圈的数量增加,还提供了一定数量的数据寄存器,使PLC得应用范围得以扩大。 3、近期的PLC(80年代中、后期至今) 进入80年代中、后期,由于超大规模集成电路技术的迅速发展,微处理器的市场价格大幅度下跌,使得各种类型的PLC所采用的微处理器的档次普遍提高。为了提高PLC的处理速度,各制造厂商还纷纷研制开发了专用逻辑处理芯片。这样使得PLC软、硬件功能发生了巨大变化。 四、PLC应用中需要注意的问题 PLC是一种用于工业生产自动化控制的设备,一般不需要采取什么措施,就可以直接在工业环境中使用。有如上所述的可靠性较高,抗干扰能力较强,但当生产环境过于恶劣,电磁干扰特别强烈,或安装使用不当,就可能造成程序错误或运算错误,从而产生误输入并引起误输出,这将会造成设备的失控和误动作,从而不能保证PLC的正常运行,要提高PLC控制系统可靠性,一方面要求PLC生产厂家提高设备的抗干扰能力;另一方面,要求设计、安装和使用维护中引起高度重视,多方配合才能完善解决问题,有效地增强系统的抗干扰性能。在使用中应注意以下问题: 1.工作环境 (1)温度 PLC要求环境温度在0~55oC,安装时不能放在发热量大的元件下面,四周通风散热的空间应足够大。 (2)湿度 为了保证PLC的绝缘性能,空气的相对湿度应小于85%(无凝露)。 (3)震动 应使PLC远离强烈的震动源,防止振动频率为10~55Hz的频繁或连续振动。当使用环境不可避免震动时,必须采取减震措施,如采用减震胶等。 (4)空气 避免有腐蚀和易燃的气体,例如氯化氢、硫化氢等。对于空气中有较多粉尘或腐蚀性气体的环境,可将PLC安装在封闭性较好的控制室或控制柜中。 (5)电源 PLC对于电源线带来的干扰具有一定的抵制能力。在可靠性要求很高或电源干扰特别严重的环境中,可以安装一台带屏蔽层的隔离变压器,以减少设备与地之间的干扰。一般PLC都有直流24V输出提供给输入端,当输入端使用外接直流电源时,应选用直流稳压电源。因为普通的整流滤波电源,由于纹波的影响,容易使PLC接收到错误信息 |
认,检查设备能否正常连接,测试前需要确保计算机的IP地址和测试地址处于同一网段。
(3) 务必要检查IP地址是否有冲突,务必需要检查设备名称(DeviceName)是否冲突。
(4) 检查项目中配置的V90 PN固件版本是否与实际设备相同。
(5) 检查V90的通信网络中的IP地址及设备名称的配置是否与PLC项目中的配置相同
4. 通信时为什么PLC能收到数据,却无法下发数据到 V90 PN
V90 PN控制字1第10位(Bit 10)的定义含义是由PLC来控制( Master control by PLC ),当PLC与驱动通讯时,需要把此位置1 。常见的PLC发送控制字STW1 为16#047e或047f中的数字4即对应着此位置1,如果没有置位Bit10则通讯数据无法发送到驱动器中。
5. PLC与V90 PN通信时报F8501故障
PROFINET 的设定值接收中断,可能的原因:
• PROFINET 连接中断
• 控制器关闭
• 控制器设为 STOP 状态
• V90 PN的设备名称及IP地址与项目中设置的不同
6. PLC与V90 PN通信时报F1910
现场总线接接收设定值的过程被中断:
• 总线连接中断。
• PLC关闭或是STOP状态。
7. PLC与V90 PN通信时报F1912故障
PROFIdrive 时钟周期同步操作失败:
• 检查总线连接是否正常,是否没有配置IRT通信方式及拓扑连接是否正确。
• PLC及驱动通信报文的设置是否一致。
8. PLC与V90 PN通信时报A1932报警
V90 PN出厂时默认设置的通信报文是105,它用于等时同步IRT应用,如果PLC组态V90时选择了其他报文,如3号报文,驱动器就会出现A1932报警。
请在PLC和V90中使用相同的通信报文。配置正确后报警自动消失。
9. PLC与V90 PN通信时报A1902报警
PROFIdrive:等时 同步运行设置错误。注意PN循环周期的设置不能小于2ms
西门子卡件6ES7313-6BG04-0AB0
1定时器功能介绍
WinCC中定时器的使用可以使WinCC按照的周期或者时间点去执行任务,比如周期执行变量归档、在的时间点执行全局脚本或条件满足时打印报表。WinCC已经提供了一些简单的定时器,可以满足大部分定时功能。在有些情况下,WinCC 提供的定时器不能满足我们需求,这时我们就可以通过 WinCC提供的脚本接口通过编程的方式实现定时的功能,因为脚本本身既可以直接调用WinCC其他功能,比如报表打印,也可以通过中间变量来控制其他功能的执行,比如通过置位/复位归档控制变量来触发变量记录的执行。WinCC 提供了C 脚本和VBS脚本,本文主要以全局 C 脚本编程为例介绍定时功能的实现。
2脚本中定时器介绍
既然在全局脚本中可以编程控制其他功能的执行,那么看看全局脚本的触发:
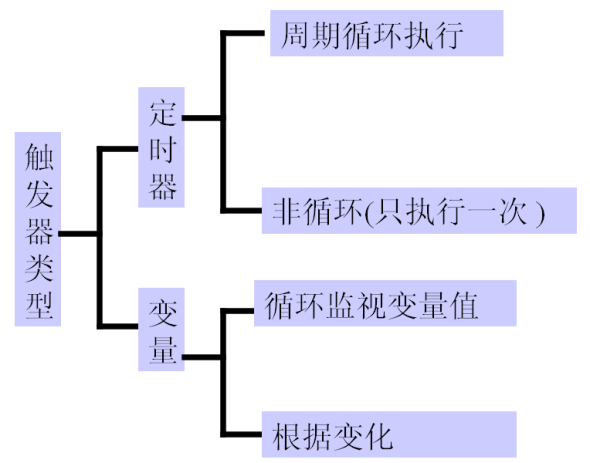
图1 脚本触发器分类
如图1所示: 脚本触发器分为使用定时器和使用变量, 定时器又分为周期执行和非周期执行一次,比如每分钟执行一次脚本属于周期执行,012年10月1日执行一次属于非周期执行。 使用变量触发脚本,即在变量发生变化时,脚本就执行一次, 而变量的采集可以根据周期循环采集,或者根据变化采集,根据变化实际是1秒钟采集变量一次。
3使用脚本实现更多定时器功能
利用脚本自身的定时器, 可以通过在脚本中编程的方式实现更多其它定时功能。
3.1整点归档
WinCC提供了变量归档,变量归档分为周期归档和非周期归档,不管是周期归档或非周期的归档,都又可以通过一些变量或脚本返回值来控制归档, 比如:整点归档。下面的设置结合WinCC脚本,实现了在整点开始归档,归档五分种后停止归档,即每个小时仅归档前五分钟的数据。
软件环境:Windows 7 Professional Service Pack1 , WinCC V7.0 SP3
归档名称:ProcessValueArchive
归档变量:NewTag
归档周期:1 分钟
归档控制变量 startarchive
C脚本触发周期:10秒
归档设置如图2:

图2 归档设置
同理,在以上脚本的基础上做修改,可以实现在某个的时间点打印报表,只要在满足触发条件时调用下列函数:
RPTJobPrint("Myprintjob");
Myprintjob为事先创建好的打印作业。
脚本主要部分在于获取系统当前时间,下面的脚本实现了获取当前时间并分别获取年、
月、日、时、分、秒、毫秒,星期几的功能。
Varname1到Varname8为WinCC内部变量。若在WinCC画面上显示时,由于默认I/O 域
的格式为999.99, 要把 Varname1的显示格式改为9999