检测金属零部件的渗氮层深度
检测范围经过渗氮或氮共渗处理的零部件
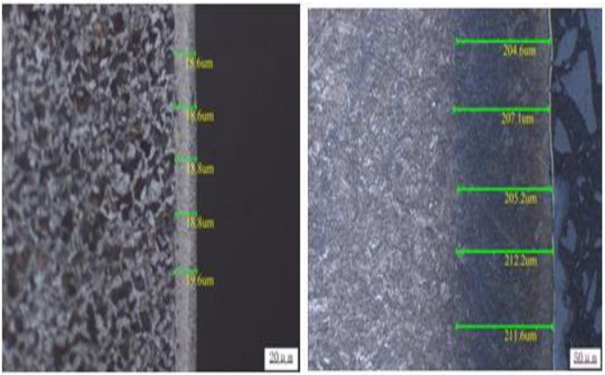
项目简介渗氮层深度硬度检测方法是钢铁零件渗氮后硬度检测方法之一,也是比较普及使用的一种钢铁零件渗氮后硬度检测方法。渗氮层深度,从工件表面至与基体组织有明显分界处或规定的界限硬度值处的垂直距离。
(1)根据GB 11354——89,检测力规定为2.94 N(0.3 kgf),从试样表面测至比基体维氏硬度值高50 HV处的垂直距离为渗氮层深度。
(2)在3倍左右渗氮层深度的距离处测得的硬度值(至少取3点平均)作为基体硬度值。
(3)对于渗氮层硬度变化很平缓的钢种(如碳钢和低碳合金钢制件),其渗氮层深度可以从试样表面沿垂直方向测至比基体维氏硬度值高30 HV处。
(4)当渗氮层的深度有的特别浅有的则较深时,在这种情况下经协商后,检测力可在1.96 N(0.2 kgf)~19.6 N(2 kgf)范围内选择。但在HV后需注明:如HV 0.1,表示用0.9807 N(0.1 kgf)检测力进行的 钢材料热处理渗氮层深度硬度检测服务。
(5)结果表示。渗氮层深度用拉丁字母DN表示.深度以毫米计,取小数点后两位。例如:0.35 DN 450 HV0.3,表示界限硬度值为450 HV。检测力为2.94 N(0.3 kgf)时,渗氮氯层深度为0.35 mm。
方法和常用标准QC/T 29018-1991 汽车碳氮共渗齿轮金相检验
GB/T 11354-2005 钢铁零件 渗氮层深度测定和金相组织检验
GB/T 9451-2005 钢件薄表面总硬化层深度或有效硬化层深度的测定
GB/T 5617-2005 钢的感应淬火或火焰淬火后有效硬化层深度的测定
GB/T 9450-2005 钢件渗碳淬火硬化层深度的测定和校核钢件渗碳淬火硬化层深度的测定和校核