起动柜极板
一、概述MSP系列液态起动柜极板(Starter plate),也称“水阻柜极板”、“液阻柜极板”、“水电阻极板”、 “调速柜极板”、“启动极板”、“上下极板”、“动定极板”、 “动静极板”、“铜极板”、“起动柜电极”、“水阻柜电极”、“液阻柜电极”、“启动器电极”、“调速柜电极”等等。起动柜极板分为绕线起动柜极板MSP-WLS、和高压起动柜极板MSP-HLS,这两种极板结构都可应根据用户的设备定制!如果极板完全坏掉,无法测量,我公司也可以为你的宝贝量身定做!
二、极板制作工艺1、材料:动、定极板均采用紫铜板加工。
2、电极的制作使用的是气焊法(氧焊)。
所用的设备:氧气钢瓶、乙炔钢瓶、减压器(氧气表)、焊炬。
焊条选择,一般为2-3mm黄铜焊条。
3、下料加工
1)下料制作时严格按设计尺寸下料,按图纸要求保证公差。
2)料厚≥5mm时,必须打50-55度的焊接坡口;料厚<4mm则不需要。
3)对焊接工件整理、校平、打磨。板面应去除污物,无折裂现象。
4、 电极焊接
4.1 焊矩点燃与关闭
点燃时先开氧气开关,后开乙炔,关闭时先关乙炔后关氧气。
4.2 焊接中出现回火故障时,应立即关掉乙炔,再关氧气,稍停一下,再打开氧气吹去焊矩内的碳质,再打开乙炔重新点火。
4.3 气焊火焰采用中性焰,一般要求氧气和乙炔比例为1:1.2 。
4.4 运条方法易采用由右向左运动的左焊法。
4.5 铜焊时允许使用硼砂。
4.6 在更换焊条或焊接因回火等原中断,形成接头,接头时应先用火焰将熔池周围加热,使原熔池充分熔化后再加入熔丝以得到质量好、组织致密的接头。
4.7 收尾时应减小焊炬与工件间夹角,增加焊接速度和加大焊丝可防止供给量、熔池扩大,得到平滑的收尾。
4.8 极板焊接既要考虑牢固,还要讲究导电性能,属主导电的部位应全焊。
5 电极焊接要求和处理
1)电极焊接牢固,无烧孔,无毛刺,无焊瘤。
2)焊道均匀美观,无烧穿、虚焊、咬边等缺陷,焊接结构牢固,焊接处的铜截面大于电极板的导
电面积。
3)极杆焊接应有足够的强度,安装后机械运动时不幌动、变形。
4)板面和固定螺栓位置外作搪锡处理,翻砂铸造件应无气孔、沙眼。
三、 外形参考图
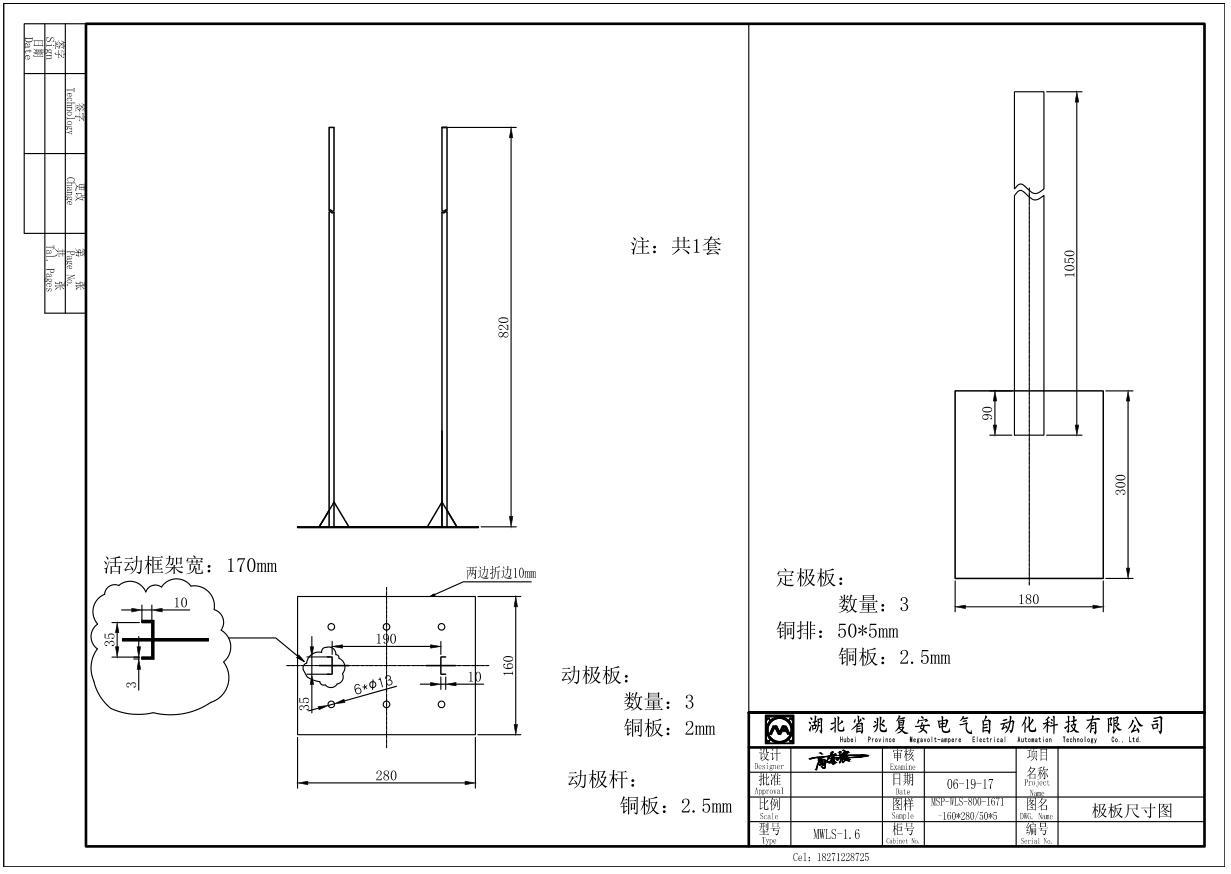
1、绕线起动柜极板MSP-WLS
2、高压起动柜极板MSP-HLS
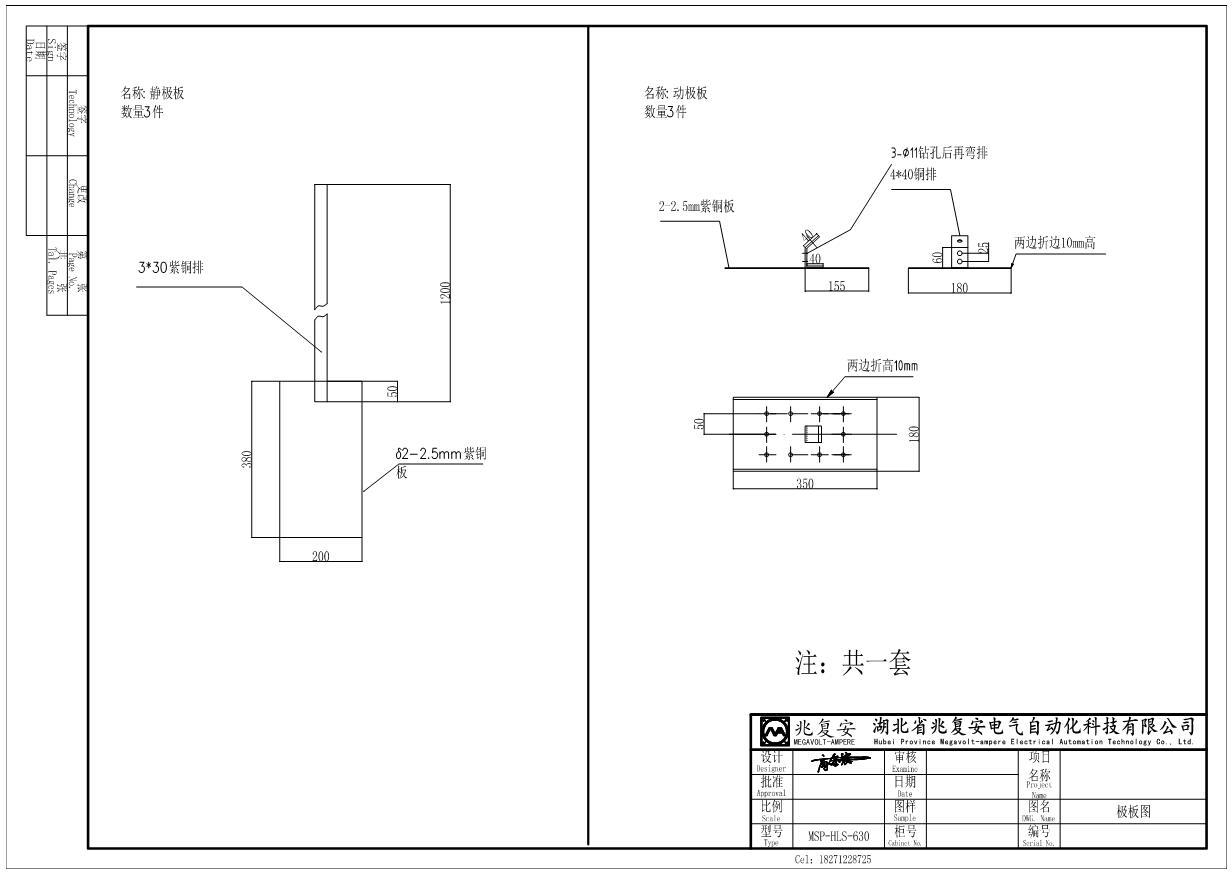

2、 高压起动柜极板MSP-HLS


五、 订货须知
1、 订货的时候多拍一些图片给我看,结构复杂我们可以派人现象测量绘图;
2、 一些非专业厂家为了考虑成本有铝排或铁质材料焊接极板,这是觉得不允许的,铝排极板容易烧坏,铁质在电气规程中是不能作为导体材料的。
3、 有些厂家极板未配绝缘套管,这是不行的,一定要配绝缘套管,否则起动过程中会产出拉弧现场。