鞍山西门子专业授权代理商

1、作为CPU的装载存储区,离开存储卡CPU就无法运行。
2、可以用于更新S7-1500CPU及集中式IO模块的固件版本。
3、读取服务数据。
要插入西门子内存卡,请按以下步骤操作:
1、打开CPU的前盖。
2、确保CPU已关闭或处于STOP模式。
3、如CPU上所述,将SIMATIC存储卡插入到SIMATIC存储卡插槽中。
4、轻轻用力将SIMATIC存储卡插入到CPU,直至SIMATIC存储卡锁定。
要移除西门子内存卡,请按以下步骤操作:
1、打开前盖。
2、将CPU切换至STOP模式。
3、轻轻用力将SIMATIC存储卡按入CPU中。存储卡卡入到位后,即可取出SIMATIC存储卡。仅当CPU处于POWEROFF或STOP模式时,才能取出SIMATIC存储卡
西门子PLC模块6ES7518-4TP00-0AB0参数详细
灵活、开放和可靠 – 量身定制的电机管理系统
如何能够防止工厂中发生故障及其造成的成本高昂的停产?如何能确保佳电机利用率?避免系统中的故障并提前检测出将要发生的故障的佳方法是什么?为此,西门子推出了采用SIMOCODE pro 的智能电机管理系统 – 长达 25 年的可靠伙伴。
SIMOCODE pro 是用于低压电机的灵活而模块化的电机管理系统。可通过 PROFIBUSDP,PROFINET/OPCUA,RTU 或 EtherNet/IP方便地直接连接到自动化系统。它满足电机起动器与自动化系统的所有功能要求(包括电机的安全断开),并在一个紧凑型系统中组合了所有需要的保护、监视和控制功能。过程控制质量得到提高,降低了成本– 从工厂与系统的规划和安装,直至运行和维护。
可满足现在和将来的要求,并获益于 SIMOCODE pro:
节省时间、空间和资金
系统简单易用,使用的组件较少,但具有全部所需的功能
借助于可选的扩展模块实现灵活扩展
提供丰富的数据,整个系统具有透明性
当PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。
输入采样在输入采样阶段,PLC以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应得单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。
用户程序执行在用户程序执行阶段,PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令。
即,在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。
输出刷新当扫描用户程序结束后,PLC就进入输出刷新阶段。在此期间,CPU按照I/O映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时,才是PLC的真正输出。同样的若干条梯形图,其排列次序不同,执行的结果也不同。采用扫描用户程序的运行结果与继电器控制装置的硬逻辑并行运行的结果有所区别。当然,如果扫描周期所占用的时间对整个运行来说可以忽略,那么二者之间就没有什么区别了。
由于轧辊的辊形曲线形状复杂及其精度控制高的特殊要求,我们研究开发新一代基于SINUMERIK840D平台的纳米级数控系统,与轧辊传统加工工艺相结合,作为实现轧辊纳米级(10-6mm)的高速高精度的磨削加工控制,以通常的为单位输入数控指令,以纳米为单位进行精密的位置计算,输出控制各伺服轴运动的位置指令的“纳米级插补器"和执行该指令的高速高响应的伺服控制器。该控制器使用高速CPU和新的伺服电动机及精密的位置测量与反馈元件,实现纳米级进给。终实现轧辊磨床极为平滑和高速高精度进给磨削及实现高性能、高品质轧辊磨削。
本文主要介绍基于西门子新的开放式SINUMERIK840D为控制平台,以轧辊磨床MK8463为控制对象,以OEM开发包为工具,利用编程语言VisualBasic6.0和ViSualC6.0等,应用智能化技术和专家工艺系统开发实现的智能化纳米级数控系统的结构体系,功能模块划分和主要模块的实现方法。
一、SINUMERIK840D的开放性
开放式CNC系统是对传统封闭式数控系统的根本突破,是当今数控技术发展的主流。在控制系统的开放性方面,不同开发商及研究机构采用的解决方案也不同。按开放的层次不同可分3种途径,开放层次不同,实现的难度不等,获得的开放效果也相差很大,如图1所示。图中,虚线将控制系统划分为人机控制(Man-MachineControl,MMC)层和控制内核层两个层面,其中控制内核是CNC系统完成实时加工过程调度和控制的核心部分,一般和系统实时性相联系。3种方式就是基于对这种两个层面开放的不同处理来区分的
数控系统包括HMI(人机管理界面)中的上位机数控系统应用程序(Application)、数控通讯服务器(NCDDEserver)以及数控核(SINUMERIK840DNCK)、可编程序控制器(SIMATCS7-300PLC)及相关通讯测量单元这五大部分。其中上位机数控系统应用程序是控制核心,借助于西门子840DOEM二次开放式的开发包工具、程序界面编程工具VB、动态库编程工具VC来开发并实现;NCDDE服务器借助于多点接口MPI完成840D与上位机数控应用程序通讯的功能,借助于编程语言的通讯控件和通讯语言来实现;SINUMERIK840DNCK完成插补运算、处理解释数控代码,执行轧辊工艺数控程序。SIMATCS7PLC部分是具体执行单元,我们以PLC编程语言S7-300语言对其进行编程设计,以配合轧辊工艺的实现;相关通讯测量单元将涉及到精密化磨削与测量数据的采集,借助于纳米级精密光栅尺、PLC以及反馈装置来实现。
经过对轧辊磨床数控系统的硬件平台和轧辊工艺的需求分析,上位机数控系统应用程序部分包括了系统初始化、轧辊磨削参数设置、轧辊工艺程序智能决策、轧辊辊形曲线智能创成、轧辊磨削加工过程实现,轧辊测量单元选择、轧辊磨削轨迹及测量曲线再现,砂轮修整与自动补偿,基于知识的轧辊PDM以及系统诊断及探伤10个模块。
利用MicrosoftAccess2000设计一个数据库sjk_data.mdb用来存储和管理轧辊加工输入的机床参数、砂轮参数、工件参数、辊形曲线节点数据以及加工过程中的工艺参数等数据,为使用者提供一个友好的人机交互式参数编辑环境。
三、上位机数控应用程序各模块功能分析
上位机应用程序主要将数控系统的人机交互式操作界面显示在840D的MMC103计算机屏幕上,为数控系统用户提供一个方便的操作环境,这是轧辊磨床纳米数控系统开发中的重要部分。由于轧辊磨床数控系统界面要求具有良好的人机交互性,我们利用OEM开发包中的Menudesign菜单设计器来生成各个界面。界面之间的调用通过软键(Softkey)来实现。
系统初始化:该模块主要完成上位机应用程序内嵌到西门子系统所需要构建的一些技术处理,利用OEM提供的Regie文件实现系统的初始化,系统的启动、加载系统和MMC的动态链接库,用正确的顺序启动程序,系统配置和区域转换保证上位机应用程序在OEM环境下顺利运行。
轧辊磨削参数设置:在加工之前,对轧辊磨削所需要的机床参数、砂轮参数、工件参数和辊形曲线参数进行设置。轧辊工艺程序决策:针对不同轧辊设计了7道轧辊磨削工艺,分别是加工准备、校准、砂轮趋进、粗磨、测量、精磨及抛光等,涉及轧辊加工时用到的工艺程序进行模糊推理决策,重组。
辊形曲线智能创成:提供给轧辊加工所需要的辊形曲线的智能化生成,包括功能曲线(如正弦曲线等)、表格曲线(如CVC曲线等)和插补曲线等。轧辊磨削精度与辊形曲线的精度直接相关。本文中的辊形曲线纳米精度是实现轧辊磨削精度的前提。轧辊磨削加工过程:实现了轧辊工艺程序的启动,驱动磨床完成的任务,并实时显示辊形的磨削实际曲线和理论曲线。
轧辊测量单元:完成轧辊的圆度、辊形误差、粗糙度等测量。磨削轨迹及测量曲线:是完成磨削轨迹的实时显示和经过测量机构测量后辊形实际曲线的显示,并作出误差分析。砂轮修正与自动补偿:完成砂轮磨损后的实时检测,并将声纳检测后的磨损值送入插补系统,实时改变微进给机构U轴的坐标值。
基于知识的轧辊PDM这部分是实现轧辊磨削程序及数据的存储、记录,提供轧辊信息数据库,为后续的研究分析提供知识的决策和管理,利用网络输出到轧辊研究中心进行分析。系统诊断及探伤:是对轧辊磨削的故障的检测分析,以及利用自动超声波探伤或涡流探伤仪完成对轧辊的纹理缺陷的探伤测量。
四、软件部分功能模块的具体实现
软件功能模块的实现用到系统的标准模块和窗体以及程序模块。利用动态链接数据库DLL实现软键文本的显示,利用PRIVATE.BAS模块函数中的State_Cganged()函数实现程序功能。
五、
经过特殊设计的轧辊磨床纳米级数控系统,在MK8463上的应用,保证了轧辊加工的辊形磨削精度,实现了轧辊磨削的智能化运行以及轧辊工艺的特殊化集成,并实现了轧辊产品数据信息化管理、自动探伤、实时在线测量及补偿等完善的功能,提升了国内数控轧辊磨床核心技术竞争力,具有自主知识版权。
连接方式
监控装置可采用螺钉型接线端子或弹簧型接线端子。
SIRIUS 3RP25 定时继电器、3UG458 绝缘监测继电器、SIRIUS 3RS2 温度监测继电器、SIRIUS3RN2 热敏电阻电机保护和 SIRIUS 3RS70 信号转换器均配有螺钉型接线端子或弹簧型接线端子(推入式)
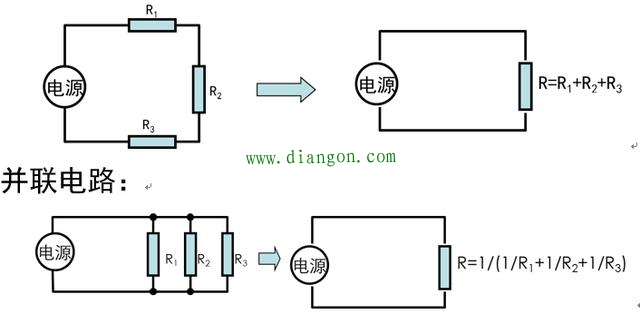
| 串联电路:
|