6ES7215-1AG40-0XB0西门子CPU1215C
l引言
步进由于其结构及运行方式的特殊性,运行过程与一般电动机有较大的不同,运行理论也远不及传统电动机成熟,这给步进电动机的应用带来很多不便。步进电动机运行由于通电万式及电流波形的复杂性,电流及运行转矩的计算常常不得不借助于值方法。数值方法可对具体的步进电动机系统进行仿真,算出所需的结果,但要从中得出有普遍意义的规律性的认识,还得辅之以概念性的理论分析。
本文应用迭加原理,将步进电动机运行时的绕组电流分成2个分量,即外加电压产生的电流分量和旋转感应电压产生的电流分量。相应地,运行转矩也分成2个对应的分量,对旋转感应电压产生的转矩分量进行分析和试验研究。
2数学模型
以五相混合式步进电动机星接桥式驱动的典型系统为例进行分析,其主电路的拓扑结构如图1所示。这是一个五相对称结构的系统,只要分析一相的主电路,其他相都相似。以a相电路为例:
a.ta导通时ia的正向回路。正端经ta到a绕组,再经其他反向导通的相绕组及相应的功放管至电源负端。

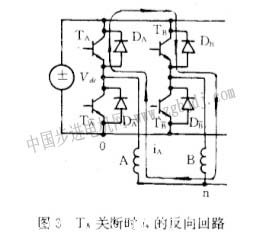
b.ta关断时ia的正向回路。a绕组内的正向电流,经其他反向导通的相绕组及相应的功放管,再经过dx回到a相绕组的端点形成闭合回路,如图2所示。
c.tx丙导通时ia的反向回路。电源正端经其他正向导通的功放管及相绕组,至a相绕组,再通过tx到电源负端。

d.tx不导通时ia的反向回路。a绕组内的反向电流,经过da至其他正向导通的功放管及相应的绕组形成闭合回路,如图3所示。
可见,对于任一相绕组,不论其相应桥臂的功放管导通与不导通,都可形成其正向电流或反向电流的回路。实际上,功放管只起到控制外加功放级电压的作用,使他能正向、反向或不加到相应相的绕组上去。对于任一相绕组,其电压方程式为:


式中vk--k相绕组的外加电压,主要与功放管的导通情况有关,是不连续函数
r-相绕组回路的电阻
ik一一相绕组的电流
ψk相绕组的总磁链
ljk时为k相绕组的自感

j≠k时为k相与j相绕组间的互感

uθk——k相绕组的旋转感应电压

从迭加的概念出发,式(2)可改写为:

相应地,电磁转矩也可分为2个分量,即

式中t(1)对应于ik(1)(k=a、b、c、d、e),若忽略旋转感应电压对绕组电流波形的影响,则分析或计算所得的电流和相应的电磁转矩就是该分量,他是电磁转矩中的基本分量。t(2)对应于ik(2)(k=a、b、c、d、e),这是对应于旋转感应电压的电流分量,由式(7)决定。从普通同步电机的理论和概念出发,就知道该转矩分量的值随转速变化的规律,他是制动转矩,相当于内部电磁阻尼[1]。
3短路转矩
转矩分量t(2)由电流分量ik(2)决定,ik(2)则可由式(7)解出。式(7)实际上是电机定子绕组短路运行的方程组。为简化起见,短路运行分析在下列假定条件下进行:①电机在恒转速下运行,ω=const。②旋转感应电压为正弦波形。③相绕组的自感及互感为常数。这是一种对称稳态运行,可写出其相量方程,且写出一相代表即可,例如写出a相的方程为:

由电动机结构的对称性可知:

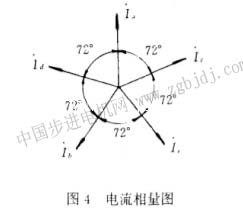
由相电流的对称件(如图4所示)可得:

将式(11)~(13)代入式(10),得相绕组电压平衡方程式的一般表达式:

式中ls-相绕组的等效电感

i——相电流有效值
uo——相绕组旋转感应电压有效值

由式(14),短路电流为:

短路转矩为:
从另一个角度出发,电机的电磁转矩也可以根据绕组电流及转矩系数求出,任一相绕组电流产生的电磁转矩为:

总的电磁转矩:

实际上转矩系数kt与旋转感应电压系数kt相等,时(18)与式(21)是完全一致的。
4试验校核
被试电机是一台90byg550a型五相混合式步进电动机,其一相绕组通电时保持转矩测试结果如图5所示。

从曲线上对应额定相电流(j一3a)点得保持转矩为tk=0.6lnm,其转矩系数为:

电动机开路和短路试验时,由一台同型号的步进电动机带动旋转,驱动电动机的控制脉冲频率(fψ)与被试电动机的转速、旋转电压的频率(f)成正比,由于驱动电机采取4-5通电方式,转子齿数zr= 50,

一相绕组的开路旋转感应电压有效值实测曲线如图6所示。

从曲线上任一点,例如对应于fcp =10k脉冲/s处,uo=9.4v,可算出旋转感应电压系数为:

短路试验在较高频率下进行时,其短路电流的值几乎与转速无关,i=0. 96a。可得相绕组的等值同步电感为:

相绕组的电阻实测为:

特以上参数代入式(21,可得出短路制动电磁转矩随转速或控制脉冲频率变化的关系为:

当fcp很小时,t随fψ增大而上升,成正比为:

当fcp甚大时,t随fψ增大而下降,成反比为:

相绕组的电阻与电抗相等时,制动转矩的值*大,对应的频率为:

代入式(29)便得制动转矩*大值为:

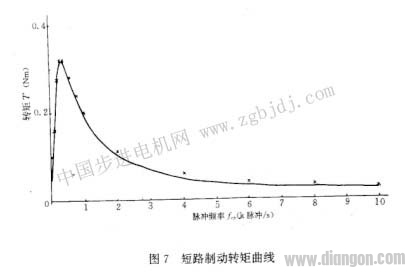
按式(29)可计算出短路电磁转矩与角速度(用fcp表示)的关系,如图7中曲线所示。图中的×点是短路制动转矩的实测结果,由于实测的转矩中还包括了机械摩擦等转矩在内,比仅考虑电磁转矩的计算值略高是合理的。测量短路转矩时,被试电动机由一台直流电动机带动旋转,在不同转速下测量直流电动机的电枢电流,在予预先确定其转矩系数的情况下便不难求出被试电动机的制动转矩。
5
本文将步进电动机的运行转矩明确地分成2个分量,可深入认识其运行性能、控制规律及设计规律。
文中以典型的五相混合式步进电动机的星接桥式驱动系统为例进行分析,表明控制脉冲讯号只起到控制外加功放电压的作用,对于统组内部的旋转感应电压则无法关断它的回路。也就是对于旋转电压,他相当于被功放桥短路掉,就旋转电压的作用,与普通中通过电源短路的情况相类似。
分析和实例计算表明,与旋转电压对应的制动转矩分量的值,在低频段较大,会产生较显著的作用;他的*大值达保持转矩的百分之十无至百分之二十左右;在高频段则较小,几乎可以不计。
在同步电机中,这一转矩分量同样存在,一般的同步电机在固定频率下运行,且通常是同步电机(xs)远大于绕组电阻(r),对应于高频段,远离产生*大制动转矩的频率,即制动转矩不大,往往可以忽略。步进电动机就不同了,他在宽广的频域内运行,包含了产生*大制动转矩的频段,在某一频段内会产生不可忽视的影响。推论可知,在变频调速的同步电动机中,也会有类似的情况。
一、引 言
现代社会中,超声波技术广泛应用于电子、机械、医药等行业;如电子行业用超声波清洗机进行产品清洗、用超声波塑料焊接机进行塑料产品焊接;机械行业用超声波金属焊接机进行金属产品焊接、用金属点焊机进行金属产品点焊;科研单位用超声波设备进行探测;医疗事业用超声波设备进行治疗等等。
超声波塑料焊接机主要用于热塑性零件的焊接,还可用于镶嵌、铆接和嵌边等加工。超声波塑料焊接机常见机型如图1-1。

二、硬件设计
2.1 产品配置
本系统控制器选用永宏B1z-10MR,进行超声波信号触发及三段时间控制;控制界面选用永宏U系列触摸屏,进行自动/手动切换、时间设置、报警复位等;从而取代时间继电器(设置时间)及传统电气控制(产品配置如图2-1、产品清单如表2-1)。

图2-1 产品配置

2.2 系统结构
超声波塑料焊接机的系统结构主要由机械系统(机头、声组件)、气压系统(气缸)、电气系统(PLC、超声波发生器等)三大部分组成;系统结构图如图2-2。

图2-2 系统结构图
2.2.1 机械系统
超声波塑料焊接机的机械系统主要由模具、控制面板、控制按钮、工作平台、能量转换等部分组成;设备结构图如图2-3。

图2-3 设备结构图
2.2.2 气压系统
超声波塑料焊接机的气压系统主要由调压阀、电磁阀、气缸等部分组成;气压原理图如图2-4,声组件上下运动原理图如图2-5。

图2-4 气压原理图

图2-5 声组件上下运动原理图
2.2.3 电气系统
超声波塑料焊接机采用永宏PLC作为设备核心控制单元,实现对超声波发生器、模具移动气缸等执行单元的控制,完成热塑性零件的焊接、镶嵌、铆接和嵌边等加工工作。超声波塑料焊接机传统电气接线方式如图2-6,PLC接线方式如图2-7,电器柜接线图如图2-8。

图2-6 传统电气连接方式

图2-7 PLC连接方式

图2-8 电气柜接线图
2.3工艺流程
超声波塑料焊接机根据所焊接的塑料零件的不同要求,来选择和设定相应的模具和气压、时间、功率,从而使各种热塑性零件能够进行完美的焊接工作。产品焊接效果如图2-9。

图2-9 产品焊接效果
2.3.1 超声波焊接原理
由发生器产生20KHz(或15KHz)的高压、高频信号;通过换能系统,把信号转换为高频机械振动,加于塑料制品工件上,通过工件表面及内在分子间的摩擦而使传处到接口的温度升高,当温度达到此工件本身的熔点时,使工作接口迅速溶化,继而填充于接口间的空隙;当振动停止,工件在一定的压力下冷却定型,便达成完美的焊接。
2.3.2 超声波焊接条件
超声波作用在焊件接口上,即超声线。相对二个焊接面只有形成异向振动时才能焊接,同向振动时不能焊接;振动条件如图2-10。

图2-10 振动条件
2.3.3 超声波焊接工艺
超声波焊接可以通过对焊接接口形状的设计和对超声波模具的设计,来进行熔接、埋值、铆接、点焊和成型等工作;焊接工艺如图2-11,工艺流程如2-12。

图2-11 焊接工艺

图2-12 工艺流程
三、软件设计
超声波塑料焊接机PLC程序采用永宏WinProladder编写软件进行程序编写;触摸屏控制画面采用永宏UinBuild触摸屏软件进行画面制作。
3.1 控制原理

3.2 PLC I/O点分配
超声波塑料焊接机输入输出点分配如表3-1。
表3-1 I/O点分配表 
3.3 程序设计
超声波塑料焊接机控制过程的三个阶段采用永宏步进指令进行编写,指令简单、编写容易;控制程序如图3-1。

图3-1 控制程序
3.4 画面设计
超声波塑料焊接机控制画面使用永宏UinBuild软件进行制作,操作简单、易学易懂;控制画面如图3-2。

图3-2 控制画面
、结束语
超声波焊接是熔接热塑性制品的高科技技术,各种热塑性胶件均可使用超声波熔接处理,而不需加溶剂、粘接剂或其他辅助产品。其优点是增加多倍生产率、降低成本,提高产品质量。使用PLC、触摸屏控制来取代传统电气控制,不但简化了电气线路,提高了该设备的自动化程度。