西门子模块6ES322-1BH10-0AA0
1模板基本介绍
1.1 模板信息
● FM357-2 包含4个通道,可以控制4个轴;
● 实现独立的单轴定位到多轴插补连续路径控制;
● 控制步进电机和伺服电机,脉冲给定或±10V电压给定;
● 控制旋转轴或线性轴;
● 包含3种固件:L、LX、H;
● 1个CPU多可以连接3个FM357-2模板;
● 安装位置可以在主机架、中央扩展机架、ET200M分布式IO站中。
1.2 模板接口描述
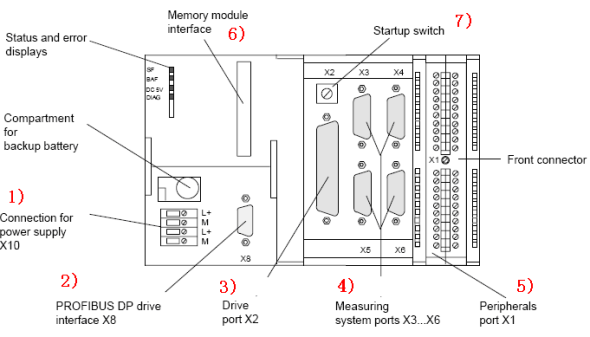
图1 FM357-2接口
1) X10 电源提供:连接外部DC24电源,给模板提供电源。
2) X8 PROFIBUS DP接口:Sub-D 9针接口用于连接 SIMODRIVE 611-U。
3) X2 驱动接口:Sub-D 50针公接口,用于连接4个轴所对应的驱动器接口。控制伺服的±10V电压输出或控制步进的脉冲输出。
4) X3-X6 测量接口:Sub-D 15针母接口用于连接4个轴所对应的编码器反馈。支持TTL增量型编码器和SSI值编码器。
5) X1 外围接口:FM357-2集成了18个DI和8个DO。需要配置40针前连接器。
6) 储存卡接口:用于插入具有完整固件的储存卡。
7)启动开关:选择开关,特殊操作时有用,如安装固件、备份数据到存储卡等操作。
2软件和硬件订货号
2.1所需软件订货号:
● STEP7 V5.4 FLOATING LICENSE 6ES7810-4CC08-0YA5
● FM357-2配置软件包 不需要单独订货,随FM357-2产品CD免费提供。如遗失,可以从SIEMENS网站下载,链接 21385102。
2.2所需硬件订货号:
FM357-2 模板 6ES7 357-4AH01-0AE0
FM357-2 固件
L 固件 6ES7 357-4AH03-3AE0
LX 固件 6ES7 357-4BH03-3AE0
H 固件 6ES7 357-4CH03-3AE0
40针前连接器、驱动连接电缆、编码器连接电缆根据需要选订。
3固件说明与安装
3.1 固件说明
FM357-2 包含3种固件:L、LX、H。各自的功能不同,用户可以根据具体功能要求选择其中一种固件。固件功能区别见表1。

表1 固件L、X和H功能区别
概括来说,L固件不支持同步、插补等功能,多用于单个轴的独立控制;LX支持同步、插补功能。这两种固件使用较多。H固件使用较少,相对于LX固件,支持手持设备HPU、HT6连接到FM357-2。
3.2 固件安装步骤
3种固件安装步骤是一样的,包含10个步骤:
1) 关闭系统电源,插入包含固件的存储卡到FM357-2存储卡插槽中。CPU开关拔到RUN位置;
2) 设置FM357-2上的启动开关到位置A。
3) 打开系统电源,系统软件和数据从存储卡传送到FM357-2模板。传输过程中,LED状态:SF LED亮,DIAG LED闪烁4次,循环进行。
6ES7314-1AG14-0AB0参数详细
一、 反接制动控制
反接制动是利用改变电动机电源的相序,使定子绕组产生方向的旋转磁场,产生制动转矩的一种制动方法。
单向反接制动的控制线路
图 2.30 为单向反接制动控制线路,电动机正常运转时, KM1 通电吸合, KS 的一对常开触点闭合,为反接制动作准备
plc的选型是工程技术人员根据前期项目分析和项目难点的预期来选择合适PLC,主要依据以下原则。
1.先特殊后一般原则
根据工程经验,大多数工程项目中制约PLC选型的因素主要集中在几个关键点上,应遵循先特殊后一般的原则选择PLC。
所谓特殊即项目有哪些特殊的控制要求,不同控制类型有着不同的首要制约因素。如顺序控制中,CPU的程序容量和I/O点的扩展能力为PLC选型的主要因素。过程控制中,则以控制模拟量的数量和模拟量的精度作为出发点进行选型。在较为简单的运动控制中,PLC需要接收来自现场编码器送回的位置信号并相应地发出一定频率的脉冲来控制伺服电机,PLC处理数据的速度、输入端接收高速脉冲的能力和输出端高速脉冲的发送能力将成为PLC选型的首要因素。而在大型复合项目中,需使用不同的PLC组网,PLC支持的网络类型则成为PLC选型的首要因素。
工程技术人员需按照本项目的核心需求,将不同的控制要求按照从特殊到一般的顺序进行排列,如此选型将事半功倍,更可降低工程的整体难度。
2.由下至上原则
由下至上原则的目的是将PLC选型的性价比大化。目前多数厂家的PLC产品分成多个系列。当工程技术人员选型时,按照步从特殊到一般的选型顺序,从低款PLC开始,逐一对照性能参数。当发现不满足要求时,考虑较高一款产品。以此类推,直至选取全部满足要求的PLC型号。如若由上至下选型,则会使PLC功能浪费,造成大马拉小车。
3.PLC开关量输入/输出单元的选择
PLC的开关量输入点是用来接受现场传感器所输入的电平信号,开关时输出点的作用根据内部的控制信号来驱动外部负载。
(1)开关量输入端子的选择。现在市面上PLC输入点均为晶体管输入,使用者只需要根据前期预估的输入点数量选择即可。这里需要注意,因PLC端接线类型不同,分别有NPN和PNP两种输入方式,其意义是输入端是以低电平有效还是以高电平有效,一旦确定输入端的接线类型,则需选用相同类型输入的传感器,即NPN和PNP型的传感器不能共用一个PLC的输入端子。
现在市面上PLC输入端子多为直流24V的输入电压,如果需要其将他电压规格的传感器接入到PLC,需用继电器做相应的隔离,保证接入PLC输入端的信号为直流24V电压。
(2)开关量输出端子的选择。PLC开关量输出点的类型主要为继电器型输出和晶体管输出两种。
1)继电器输出型。继电器输出负载能力好,能够短时间承受较高过电压和过电流,有较强的隔离作用。由于继电器内部为机械触点,动作寿命有限,只能用于连接动作频率较低且不需要高速脉冲输出的场合。
2)晶体管输出型。晶体管型输出是以通过控制其内部三极管的导通为手段,来达到控制输出端子通断目的,并且其内部并没有机械触点结构,相比于继电器输出触点,晶体管输出触点寿命长,动作频率高,不易损坏,缺点为负载能力较差。
3)开关量输出端子选型的注意事项
① 类似于输入端,晶体管输出端子也分为NPN型和PNP型两种。一旦型号确定则只能按照同种接线方式连接负载。
② 在实际应用中,建议工程技术人员多选用晶体管输出型PLC,并在输出端使用继电器连接外部负载,形成对于下游负载设备的电气隔离,这样的组合综合了晶体管寿命长和继电器负载能力强的优点。如果现场出现电气故障,PLC输出端子将会因受到隔离继电器保护而免受损坏,只需要更换损坏的继电器即可。而一旦继电器输出型PLC端子损坏,将无法修复损坏端子。
4.先内置后扩展原则
随着PLC的不断更新换代,特别是小型机功能的不断增强,PLC单机已内置了许多扩展模块的功能,如模拟量功能,通信功能等。选型时尽可能选用内置功能多的PLC,既降低了成本,又节省控制柜空间,更可以简化设置和编程工作量。
5.PLC选型冗余量的把握
由于前期预估、现场施工改动和后期维护升级的需要,PLC选型需考虑一定的冗余量。主要考虑I/O点的数量,较小的工程控制在20%的冗余范围;较大的工程控制在5%~10%。其它如模拟量,通信和总线功能的冗余问题,需工程技术人员根据现场硬件配置灵活把握,如果控制功能均为PLC内置的,则需更换高一级单机PLC;若控制功能是通过扩展模块实现的,则考虑冗余时仅需更新相应模块即可
项目分析需要对项目的生产工艺、工作环境、硬件需求和控制要求等方面进行全面分析。这项工作是整个系统设计的基础。如果前期项目分析不到位,将会造成后面硬件选型不准确,导致工程延期。
1.项目分析
工程技术人员要对工程项目进行分析,即项目工程的控制流程和每个流程的控制类型,并对整个项目可能出现问题做出预判。
(1)分析控制流程。分析控制流程时,建议绘制相关的控制流程图,清晰的标注每一步工作的内容和到下一步的条件。
(2)分析控制类型和预估plc选型所需参数。一般PLC适用于四种控制类型,即顺序控制,过程控制,运动(或位置)控制和网络通信等。工程技术人员在分析控制要求后,根据绘制的控制流程图,将每个控制流程的控制类型进行分类,再根据项目的复杂程度将组合出控制类型,前期准确地分析每一步的控制类型,将有助于选型的准确和问题的预估。
在分析项目控制类型的工程技术人员还要预估PLC选型所需要的重要参数值。如顺序控制中的I/O点数;若使用编码器,要根据编码器的参数计算其输出脉冲的频率值,进而换算成PLC高速计数的脉冲频率。再如,过程控制中模拟量数和模拟量精度、运动控制中PLC对于伺服驱动器反馈信号的响应速度和PLC高速脉冲输出的数量,以及在网络通信时,所选PLC是否支持相应的网络类型等参数。
2.预估可能出现的问题
对于可能出现问题的预估是工程分析中较难的环节。这不仅需要工程技术人员对现场的工作环境和整个项目控制难点能够较好地把握,还要对可能出现的突发情况和危险具有前期预判。
(1)设备工作环境的把握。工程人员需要对生产环境有较全面的认识。如纺织机械所处工作环境的空气湿度高、振动较大,设计PLC系统时要做好防震处理。又如建材加工厂的环境温度比较高,并且有很大的粉尘和较强的静电,工程技术人员要在保证电气控制柜通风良好的前提下,做好防尘和除静电处理。
设备工作环境的把握不仅仅局限于物理的环境,随着PLC应用的深入,更需考虑人员因素。如设备操作人员的素质较低时,需要开发较为简练的设备操作界面。
(2)项目难点的预期。项目难点的预期其实就是对项目核心问题的把握。如喷气织机设备的控制核心就是如何快速有序地控制电磁阀,利用压缩空气的摩擦力来牵引纬纱穿过纺织梭,完成纺织的引纬工作,这需要PLC具有非常快的响应速度。在确定项目难点后,工程技术人员可以根据难点来对PLC进行选型。从整个项目的角度出发,项目的难点就是系统设计的特点,也是PLC选型的方向。
(3)项目危险的前期预估。在项目设计前期,工程技术人员需对本项目可能出现的危险情况进行预判。如顺序控制或运动控制中调试设备时对于误动作的防护;在过程控制中,测试时是否有高压,高温或者有毒有害物质以及相关的防护措施。在项目设计前期对危险进行预估有助于加强工程技术人员的安全意识。