6ES7515-2TM01-0AB0安装调试
本文设计了一套基于PLC的监控系统,应用于金矿碎矿生产线控制系统改造。系统由的PLC,工控机和组态软件构成。通过PLC编程,实现了对生产设备的全面自动控制、联锁保护、运行状态监测等功能;运用组态软件,设计了具有良好的人/过程接口能力的监控画面,实现了过程信息的集中显示和处理。实际运行表明,该系统功能设计合理,运行可靠,显著提高了生产效率。
关键词:金矿;设备改造;监控系统;PLC;组态软件
1 引言
近年我国不少矿山企业为了实现高效、节能、环保等各方面日益增长的要求,积极进行设备的更新改造。某金矿在碎矿生产环节引进了Nordberg HP圆锥破碎机,以优化生产指标和提高效率。该矿原先采用的碎矿生产控制系统是以人工操作为主的常规继电器控制方式,自动化水平低,对生产过程的各种信息缺乏有效的监控手段,不能及时响应各种情况,加上电气设备老化,故障率高,维护频繁,严重制约了新装备生产效率的发挥。需要对原有控制系统一并进行改造。可编程控制器(PLC)作为一种**的工业自动控制装置,具有功能强大、编程灵活、调试使用方便,且等众多优点,特别是它适应各种工业环境的能力和高可靠性,使它得到广泛的应用。在本改造项目中,决定采用PLC来改造并扩展原有控制系统的功能,设计生动直观、功能丰富的监控流程画面,实现生产过程信息的集中显示和处理。
2 工艺与控制要求
某金矿碎矿工艺为三段一闭路流程:原矿从原矿仓通过重型板式给矿机送入鄂式破碎机进行粗碎,由1# 皮带给入标准圆锥破碎机进行中碎,再经2# 皮带给入振动筛,筛上产品经3# 皮带返回短头圆锥破碎机进行细碎,细碎产品汇入2# 皮带,与振动筛构成闭路;筛下合格产品由4# 皮带送至粉矿仓。在控制上主要是对破碎、筛分及输送设备的起/停控制、联锁控制及保护,以及对设备运行状态和关键参数的监测记录,包括:①重板给矿机、鄂式破碎机、2台圆锥破碎机、振动筛及4台皮带设备的电机起停控制、电机过载(热继电器状态)的监测及自动联锁;②2个圆锥破碎机稀油站、自动除铁装置、及3台除尘风机起停控制和工作状态监测;③粉矿仓超声波料位计的信号监测;④控制室与现场各车间联络的声光警示信号。
本次改造还增加了以下项目:⑤鄂式破碎机、2台圆锥破碎机和轴瓦温度监测;⑥2台圆锥破碎机的电机工作负荷电流监测,以实现恒定负荷控制;⑦1#和3#皮带安装电子皮带秤和变频器,以实现给矿量控制;⑧控制室原有集中操作台和设备就地开关保留,和PLC控制系统通过转换开关进行工作方式切换。
3 系统硬件配置
根据前述控制要求,在充分考虑了系统的可靠性、稳定性、通用性基础上,确定本监控系统采用集中式的控制结构,分为3级:过程监控站、PLC控制器和现场电气驱动和信号检测。PLC控制器选用西门子SIMATIC S7-300,该型PLC技术成熟可靠,应用广泛,具有功能强、速度快、模块化等特点,具体配置为:CPU314,带有MPI接口,配64k EPROM存储卡做程序掉电保护;16通道DI模块SM321,5个;16通道DO模块SM322,3个;8通道AI模块SM331,2个;4通道AO模块SM332,1个;考虑系统的总点数和今后扩展的需要,配置了1个扩展机架,主机架和扩展机架之间通过通信模块IM360和IM361通信。监控站采用研华工控机,运行澳大利亚的CitectSCADA过程监控组态软件。S7-300和监控站计算机的通信采用MPI接口,在上位机中安装CP5613通讯卡,通过MPI电缆进行连接。
4 PLC控制功能设计
PLC程序是实现整个系统功能的核心,设计内容较多,下面主要介绍生产设备的起停联锁逻辑控制和破碎机恒定负荷控制。
4.1设备起停联锁逻辑控制
碎矿设备控制具有以下特点:逆流程起动,即先起动4 # 皮带机,后起动重板给矿机;顺流程停机,即先停重板给矿机,后停4 # 皮带机,并根据皮带速度、长度加以延时间隔,以免发生堆料的现象。为保护设备及人员安全,还需要满足较为复杂的联锁关系:①当皮带机、振动筛、圆锥破碎机、颚式破碎机中任一设备发生非正常停车或严重故障时,立即停止上游设备的运行,下游设备保持原工作状态不变;当重板给矿机、除尘器和除铁装置等辅助设备发生故障跳闸时,只向主控室发出故障信号,而不中断系统的运行;②重要设备如圆锥破碎机等受到监测的轴瓦温度、电机负荷电流和稀油站工作参数信号也参与联锁,在信号超自动停机,以防止设备受损;③根据皮带机系统的故障性质,进行紧急停机、顺序停机或发出声光报警;④在监控站画面上及操作台都设有“紧急停止"按钮,当出现重大险情和故障时,操作“紧急停止"按钮能立即停止全线设备。
系统从安全可靠、灵活高效的原则出发,设置3种控制方式:①计算机控制方式,正常生产时使用,操作员在监控站画面实现设备联动或单动;②操作台控制,是保留系统原来的操作方式,作为监控站失效时的备用;③就地控制,可以用机旁电气开关实现设备的起/停,满足设备检修、试车、紧急事故处理的需要;在PLC柜上设有转换开关和转换预置按钮,可在3种控制方式间进行任意转换。
通过对上述控制功能和PLC各个输入输出信号的仔细分析,确定出单台设备的控制逻辑,利用西门子STEP7编程软件编写出梯形图(LAD)程序,见图1。其中,K为控制设备起/停的PLC输出信号,Y为启动逻辑信号,T为停止逻辑信号,由以下信号按一定逻辑关系产生:L ,与该设备有联锁关系的其他设备运行状态;S1,上台设备启动后延时触发信号;S2,转换开关处于计算机控制方式;S3,监控画面单动/联动方式选择按钮,“1"为联动,“0"为单动;S4,监控画面单动按钮;S5,控制方式预转换按钮;S6,转换开关状态,为“1"表示处于就地控制;S7,设备正在运行状态,是中间继电器信号;B1,联动停止信号,由上台设备停止后触发产生;B2,监控画面停止按钮;D1,预转换过程结束信号,“1"表示转换结束,由定时器延时触发;B3,监控画面紧急停止按钮;B4,操作台紧急停止按钮;S8,与该设备存在联锁关系的其他设备运行状态;S9,该设备PLC控制输出状态,为“1"表示PLC控制线路接通。
4.2 破碎机恒定负荷控制
Nordberg HP 圆锥破碎机是本次项目改造中的关键设备,为使其稳定在佳工作负荷状态,达到大处理能力,采用恒定功率控制方式,以主传动电机的功率(电流)作为被控参数,通过变频调速,动态调整给矿皮带给矿量的大小。经实验分析发现,若仅以电机功率作为被控参数构成单回路控制系统,由于给矿皮带的传输需要一定的时间,即存在纯滞后,当给矿量扰动发生后,将导致调节作用大大滞后,且易发生振荡,系统动态品质难以保证。为了克服系统的纯滞后,决定采用串级控制:在给矿皮带上安装电子皮带秤,以给矿量为副参数,主传动电机的功率为主参数构成串级控制系统,
当粒度、硬度、黏度等因素发生变化引起给矿量扰动发生时,给矿串级控制系统多了一个副回路,不等扰动影响到负荷功率,副回路立刻进行调节,从而具有较强的抗扰动能力,提高了系统的动态特性和主参数的控制质量。
5 监控站人机界面设计
监控软件采用澳大利亚的CitectSCADA组态软件。CitectSCADA采用开放式结构,支持多种型号的PLC和I/O设备,只要在组态时设置PLC类型和通信参数,并在监控画面的控件属性中设置正确的PLC位地址或字地址,监控软件就能建立起与PLC内部地址的连接和通信。我们利用它强大的图形组态技术和丰富的用户函数,设计了以下功能:①流程监控画面,通过动态、变色、闪烁、数字、棒图及曲线的方式实时监视各电气设备、工艺参数的工况,操作人员点击画面按钮可以实现全线设备单动起/停、联动起/停、紧急停车、现场询问等控制功能;②生产数据统计,对设备的起/停时间,班运转时间、起/停次数累计等信息自动记录并显示,对于合理安排生产和设备检修具有重要意义;③自动报表,将生产统计数据按生产班次定时打印;在监控画面设计了报表打印按钮www.1000ji。。com,可以在任何需要的时候进行打印;④在线操作指导,采用bbbbbbs超级链接文本帮助的形式,向操作人员提供了方便、快捷的查找关于生产工艺操作、软件使用方法和设备维护等信息;⑤报警功能,在每幅画面上都有报警标志,设备故障、工艺参数异常都会触发相应的报警,每个报警都有详细的说明和原因解释,并有完善的报警确认、报警屏蔽和报警历史记录;⑥权限安全设置,通过设置工程师和操作员2级权限,明确了生产操作和管理职责,防止了误操作,有效的增强了系统的安全性、可靠性。
6 运行效果
目前本控制系统已成功投入使用,取得了良好的效果:①生产效率显著提高。破碎机恒定负荷控制后,挤满给矿率由人工操作的60 %左右提高到90 %以上,主机运行负荷功率由人工操作的170 kW(主机电流28 A)左右,稳定提高到200 kW(主机电流33 A) 以上,处理能力得到充分发挥,台时处理量提高15 %,综合电耗降低了13%;②设备得到有效保护。破碎机负荷电流和轴温信号受到监控,一旦超限会及时报警和联锁制动,从而解决了因为堵料造成电机超载、皮带烧毁以及爆轴的问题;③系统故障率明显下降,维护工作大大减少,设备稳定运转得到充分保障;④减少了人员编制,仅需要2人就完成相当以前5人的工作。
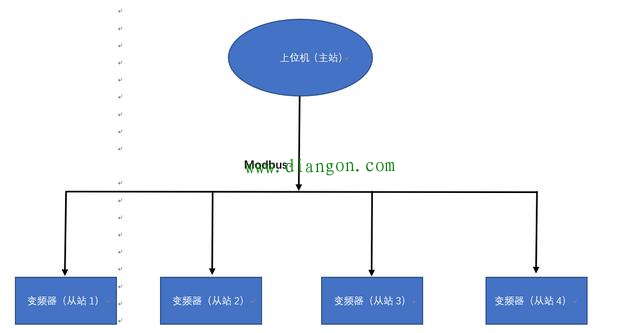
| 本文为大家讲解一下MODBUS的应用,现在工业控制上位机和下位机通信大部分采用通信协议为MODBUS.可想而知机器与机器通信的重要性。 一:MODBUS系统框架图
|